

 English
EnglishNội dung toàn văn Tiêu chuẩn quốc gia TCVN 1693:2008 (ISO 18283 : 2006) về Than đá – Lấy mẫu thủ công.
TIÊU CHUẨN QUỐC GIA
TCVN 1693 : 2008
ISO 18283 : 2006
THAN ĐÁ VÀ CỐC – LẤY MẪU THỦ CÔNG
Hard coal and coke – Manual sampling
Lời nói đầu
TCVN 1693 : 2008 thay thế cho TCVN 1693 : 1995 .
TCVN 1693 : 2008 hoàn toàn tương đương với ISO 18283 : 2006.
TCVN 1693 : 2008 do Tiểu ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC27/SC3 “Nhiên liệu khoáng rắn – Than” biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Lấy mẫu cơ giới từ dòng mẫu chuyển động là phương pháp ưu tiên để lấy mẫu nhiên liệu. Tuy nhiên, phương tiện cơ giới thường không có sẵn. Hơn nữa, đối với than hoặc cốc dạng cục, lấy mẫu cơ giới có thể làm vỡ các cục (cỡ hạt) trong hệ thống lấy mẫu.
Yêu cầu cơ bản của lấy mẫu là các dụng cụ lấy mẫu có thể tiếp cận được đến tất cả các cấp hạt nhiên liệu trong lô và mỗi cấp hạt riêng lẻ đều có xác suất như nhau trong mẫu thử.
Khi lấy mẫu thủ công, các điều kiện thường là không lý tưởng. Mục đích của các phương pháp nêu trong tiêu chuẩn này là để thu được mẫu có tính đại diện nhất. Chỉ áp dụng phương pháp lấy mẫu thủ công khi không có khả năng thực hiện lấy mẫu bằng phương pháp cơ giới.
Mục đích của lấy mẫu và chuẩn bị mẫu nhiên liệu là cung cấp một mẫu thử, khi phân tích cho kết quả thử đại diện cho lô đã lấy mẫu.
Giai đoạn thứ nhất của lấy mẫu, gọi là lấy mẫu ban đầu, là việc lấy mẫu từ các vị trí phân bố trên toàn bộ lô với số lượng thích hợp của các phần nhiên liệu. Các mẫu ban đầu sau đó được gộp thành một mẫu, hoặc là “như đã lấy” hoặc sau khi đã được phân chia, để giảm khối lượng mẫu đến khối lượng quy định. Mẫu thử với số lượng và loại theo yêu cầu được chuẩn bị bằng một loạt các quá trình, còn gọi là chuẩn bị mẫu.
Trong việc lập quy trình lấy mẫu, điều quan trọng là phải ngăn ngừa độ chệch khi lấy mẫu đơn. Độ chệch có thể nảy sinh từ:
a) không chuẩn xác về vị trí/thời điểm lấy mẫu đơn;
b) không chuẩn xác về việc phân định và lấy mẫu đơn;
c) hao hụt tính nguyên vẹn của mẫu đơn sau khi lấy.
Các phương pháp đo độ chệch được mô tả trong tiêu chuẩn này.
THAN ĐÁ VÀ CỐC – LẤY MẪU THỦ CÔNG
Hard coal and coke – Manual sampling
CHÚ Ý Lấy mẫu có thể liên quan đến các vật liệu, thao tác thiết bị và các trạng thái nguy hại. Trong phạm vi áp dụng của tiêu chuẩn này đề cập đến những vấn đề về an toàn liên quan đến việc sử dụng tiêu chuẩn này. Trách nhiệm của người sử dụng tiêu chuẩn này là phải thiết lập các quy tắc phù hợp về sức khỏe, an toàn và xác định các giới hạn cho phép trước khi sử dụng.
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các thuật ngữ cơ bản sử dụng trong lấy mẫu thủ công của than đá và cốc và mô tả nguyên tắc chung về lấy mẫu. Tiêu chuẩn này quy định quy trình và yêu cầu để lập sơ đồ lấy mẫu, phương pháp lấy mẫu, phương pháp lấy mẫu thủ công, dụng cụ lấy mẫu, xử lý và bảo quản mẫu, chuẩn bị mẫu và hồ sơ lấy mẫu.
Tiêu chuẩn này áp dụng để lấy mẫu thủ công từ dòng nhiên liệu chuyển động. Hướng dẫn lấy mẫu thủ công nhiên liệu ở trạng thái tĩnh được nêu trong Phụ lục B, nhưng phương pháp lấy mẫu này không cung cấp mẫu đại diện và trong báo cáo lấy mẫu cần nêu rõ điều này.
Tiêu chuẩn này không áp dụng cho việc lấy mẫu than nâu và linhit, như nêu trong ISO 5069-1 và ISO 5069-2. Tiêu chuẩn này không áp dụng cho việc lấy mẫu từ vỉa than, như nêu trong ISO 14180. Lấy mẫu cơ học than và cốc quy định trong ISO 13909 (tất cả các phần).
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết khi áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các bản sửa đổi (nếu có).
TCVN 172 : 2007 (ISO 589 : 2003) Than đá – Xác định độ ẩm toàn phần.
TCVN 4919 : 2007 (ISO 687 : 2004) Nhiên liệu khoáng rắn – Cốc – Xác định độ ẩm trong mẫu phân tích chung.
ISO 579, Coke – Determination of total moisture (Cốc – Xác định độ ẩm toàn phần).
ISO 3310-1 : 1990 Test sieves – Technical requirements and testing – Part 1: Test sieves of metal wire cloth (Sàng thử nghiệm – Yêu cầu kỹ thuật và thử nghiệm – Phần 1: Sàng thử nghiệm làm bằng lưới kim loại).
ISO 13909-7 Hard coal and coke – Mechanical sampling – Part 7: Methods for determining the precision of sampling, sample preparation and testing (Than đá và cốc – Lấy mẫu cơ học – Phần 7: Phương pháp xác định độ chụm lấy mẫu, chuẩn bị mẫu và thử nghiệm).
ISO 13909-8 Hard coal and coke – Mechanical sampling – Part 8: Methods of testing for bias (Than đá và cốc – Lấy mẫu cơ học – Phần 8: Phương pháp thử nghiệm xác định độ chệch).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau.
3.1
Sấy khô trong không khí (air-drying)
Quá trình làm cho độ ẩm của mẫu gần cân bằng với khí quyển trong vùng mà quá trình giản lược và phân chia mẫu tiếp tục được thực hiện.
CHÚ THÍCH: Sấy khô trong không khí để cân bằng với môi trường áp dụng đối với than. Thông thường sấy khô cốc để thuận tiện cho việc chuẩn bị mẫu.
3.2
Độ chệch (bias)
Sai số có hệ thống dẫn tới giá trị trung bình của loạt kết quả liên tục cao hơn hoặc liên tục thấp hơn so với kết quả thu được khi sử dụng phương pháp lấy mẫu chuẩn.
3.3
Mẫu chung (common sample)
Mẫu được tập hợp để dự kiến sử dụng nhiều lần.
3.4
Lấy mẫu liên tục (continuous sampling)
Lấy một mẫu từ từng lô nhỏ liền nhau sao cho các mẫu đơn được lấy tại các khoảng đồng đều bất kể thời điểm lấy mẫu nào.
3.5
Mẫu đơn đã phân chia (divided increment)
Phần mẫu nhận được từ sự phân chia mẫu đơn để giảm khối lượng mẫu.
CHÚ THÍCH: Sự phân chia như vậy có thể thực hiện mà trước đó có thể có hoặc không có việc giảm kích thước.
3.6
Phân chia theo khối lượng cố định (fixed-mass division)
Phương pháp phân chia mẫu trong đó khối lượng giữ lại được định trước và không phụ thuộc vào khối lượng của cấp liệu.
3.7
Phân chia theo tỷ lệ cố định (fixed-ratio division)
Phương pháp phân chia mẫu trong đó tỷ lệ phân chia định trước, nghĩa là khối lượng mẫu giữ lại là một tỷ lệ cố định của khối lượng cấp liệu.
3.8
Nhiên liệu (fuel)
Than đá hoặc cốc.
3.9
Mẫu thử phân tích chung (general analysis test sample)
Mẫu được chuẩn bị để lọt qua một lưới sàng kích thước lỗ danh định là 212 μm theo ISO 3310-1, dùng để xác định hầu hết các chỉ tiêu hóa học và một vài tính chất vật lý.
3.10
Mẫu đơn (increment)
Phần nhiên liệu được lấy ra bằng một thao tác với dụng cụ lấy mẫu.
3.11
Lấy mẫu không liên tục (intermittent sampling)
Lấy mẫu chỉ từ lô nhỏ nhất định của nhiên liệu.
3.12
Lô (lot)
Số lượng nhất định của nhiên liệu phải xác định chất lượng.
CHÚ THÍCH: Một lô có thể phân chia thành nhiều lô nhỏ.
3.13
Lấy mẫu thủ công (manual sampling)
Việc lấy các mẫu đơn bằng sức người.
3.14
Lấy mẫu trên cơ sở khối lượng (mass-basis sampling)
Việc lấy mẫu đơn trong đó vị trí lấy mẫu từ dòng nhiên liệu được xác định qua khoảng khối lượng của dòng và khối lượng mẫu đơn được cố định.
3.15
Lấy mẫu cơ giới (mechanical sampling)
Lấy mẫu đơn bằng phương tiện cơ giới.
3.16
Mẫu ẩm (moisture sample)
Mẫu lấy riêng cho mục đích xác định độ ẩm toàn phần.
CHÚ THÍCH: Đối với cốc, mẫu này cũng có thể dùng để phân tích chung.
3.17
Kích thước danh nghĩa lớn nhất (norminal top size)
Kích thước lỗ của sàng nhỏ nhất trong dải gồm một loạt sàng R20 [xem TCVN 2230 (ISO 565), lỗ vuông] mà có không lớn hơn 5 % lượng mẫu lưu lại trên sàng.
3.18
Mẫu vật lý (physical sample)
Mẫu lấy riêng để xác định các đặc trưng vật lý, ví dụ các chỉ số độ bền hoặc phân bố kích thước.
3.19
Độ chụm (precision)
Độ gần nhau của tập hợp các kết quả thử độc lập nhận được trong các điều kiện quy định.
CHÚ THÍCH 1: Độ gần nhau thường được xác định bằng cách sử dụng chỉ số độ chụm, như là 2 độ lệch chuẩn.
CHÚ THÍCH 2: Có thể tiến hành phép xác định với độ chụm lớn và do đó độ lệch chuẩn của một số phép thử trên cùng lô nhỏ có thể thấp; nhưng các kết quả như vậy chỉ chính xác nếu chúng không có độ chệch.
3.20
Mẫu ban đầu (primary increment)
Mẫu đơn lấy tại giai đoạn đầu tiên của việc lấy mẫu, trước khi mẫu phân chia và/hoặc giản lược.
3.21
Lấy mẫu ngẫu nhiên (random sampling)
Lấy mẫu đơn theo khối lượng hoặc khoảng thời gian ngẫu nhiên.
3.22
Lấy mẫu lặp (replicate sampling)
Việc lấy các mẫu đơn theo khoảng thời gian kế tiếp nhau đều đặn vào các hộp chứa khác nhau để có được hai hoặc nhiều mẫu có khối lượng như nhau.
3.23
Mẫu (sample)
Lượng nhiên liệu đại diện cho một khối lượng lớn nhiên liệu cần phải xác định chất lượng.
3.24
Phân chia mẫu (sample division)
Quá trình của việc chuẩn bị mẫu mà qua đó mẫu được phân chia thành các phần riêng và đại diện.
3.25
Chuẩn bị mẫu (sample preparation)
Quá trình làm cho mẫu đạt được điều kiện theo yêu cầu để phân tích hoặc thử nghiệm.
CHÚ THÍCH: Chuẩn bị mẫu bao gồm việc trộn, giảm cỡ hạt, phân chia mẫu và đôi khi sấy khô mẫu trong không khí và có thể thực hiện trong một số giai đoạn.
3.26
Giản lược mẫu (sample reduction)
Quá trình của việc chuẩn bị mẫu, qua đó kích thước hạt của mẫu bị giảm bằng cách đập hoặc nghiền.
3.27
Mẫu phân tích cỡ hạt (size analysis sample)
Mẫu lấy riêng để phân tích cỡ hạt.
3.28
Độ lệch chuẩn (standard deviation)
Căn bậc hai của phương sai.
3.29
Lấy mẫu ngẫu nhiên phân tầng (stratified random sampling)
Việc lấy ngẫu nhiên một mẫu đơn trong đó khối lượng hoặc khoảng thời gian xác định tương ứng cho việc lấy mẫu theo khối lượng hoặc lấy mẫu theo thời gian.
3.30
Lô nhỏ (sub-lot)
Phần của lô có yêu cầu được thử nghiệm.
3.31
Lấy mẫu hệ thống (systematic sampling)
Việc lấy các mẫu đơn từ khối lượng hoặc các khoảng thời gian đồng đều theo kế hoạch định trước.
3.32
Mẫu thử (test sample)
Mẫu đã được chuẩn bị để đáp ứng yêu cầu của một phép thử cụ thể.
3.33
Lấy mẫu trên cơ sở thời gian (time-basis sampling)
Việc lấy các mẫu đơn trong đó vị trí của mỗi mẫu đơn lấy từ dòng nhiên liệu được xác định từ một khoảng thời gian và khối lượng mẫu tỷ lệ với tốc độ dòng tại thời điểm lấy mẫu đơn.
3.34
Khối lượng đơn vị (unit mass)
Lượng vật liệu được xác định trong quá trình lấy mẫu (thường là mẫu đơn ban đầu).
3.35
Phương sai (variance)
Số đo độ phân tán, là tổng của các độ lệch bình phương trung bình của các giá trị quan trắc chia cho số giá trị quan trắc trừ đi một.
4. Lập hồ sơ lấy mẫu
4.1 Quy định chung
4.1.1 Lấy mẫu
Phương pháp ưu tiên để lấy mẫu thủ công nhiên liệu là phương pháp lấy mẫu trong quá trình giao nhận: thí dụ chất dỡ tải lên tàu, xà lan, toa xe, xe tải hoặc trong quá trình đổ đống hoặc dỡ đống. Vì lý do an toàn và thực tế, đôi khi không thể lấy mẫu thủ công từ dòng nhiên liệu chuyển động.
CHÚ THÍCH: Lấy mẫu thủ công trong trạng thái tĩnh (xem Phụ lục B) phù hợp với lô tĩnh, khi không có quá trình đổ đống hoặc dỡ đống.
Các mẫu đơn phải do người lấy mẫu đã được đào tạo tiến hành. Các chỉ dẫn phải đầy đủ và càng đơn giản càng tốt; cụ thể là phải quy định vị trí và thời gian lấy mẫu đơn và không được để người lấy mẫu tự ý quyết định. Hướng dẫn này phải được lập thành văn bản và phải được người giám sát lấy mẫu soạn thảo từ các thông tin nêu trong tiêu chuẩn này.
4.1.2 Sơ đồ lấy mẫu
Quy trình chung để lập sơ đồ lấy mẫu như sau:
a) Định rõ các thông số cần được xác định và loại mẫu yêu cầu;
b) Định rõ lô;
c) Chọn hoặc thừa nhận độ chụm tổng quát yêu cầu đối với lô (xem 4.4.2);
d) Xác định hoặc thừa nhận tính chất biến đổi của nhiên liệu (xem 4.4.5 và 4.4.6 nếu có liên quan) và phương sai của việc chuẩn bị và thử nghiệm mẫu (xem 4.4.7);
e) Xác định rõ kích thước danh nghĩa lớn nhất của nhiên liệu để xác định khối lượng mẫu đơn và mẫu thử (xem 4.4.9 và 4.4.10);
Kích thước danh nghĩa lớn nhất phải được xác định bằng cách tham khảo chi tiết hợp đồng kinh tế hoặc đánh giá bằng mắt thường và phải kiểm tra bằng việc thử sơ bộ;
f) Chọn dụng cụ lấy mẫu (xem Điều 6);
g) Lập số lô nhỏ và số mẫu đơn cho lô nhỏ yêu cầu để đạt được độ chụm mong đợi (xem 4.5);
h) Xác định phương pháp kết hợp các mẫu đơn thành mẫu thử và phương pháp chuẩn bị mẫu (xem Điều 8);
i) Xác định khoảng lấy mẫu theo thời gian hoặc khối lượng (xem Điều 5);
j) Xác định vị trí lấy mẫu đơn (xem Điều 5).
4.1.3 Các thông số
Để đảm bảo kết quả nhận được đạt độ chụm yêu cầu, cần xem xét các thông số sau đây:
a) tính chất biến thiên của nhiên liệu;
b) số mẫu được lấy từ lô;
c) số mẫu đơn hợp thành mẫu;
d) khối lượng mẫu liên quan với kích thước danh nghĩa lớn nhất.
4.1.4 Các phương pháp lấy mẫu
Tiêu chuẩn này quy định các phương pháp lấy mẫu sau:
a) lấy mẫu liên tục;
b) lấy mẫu không liên tục.
4.2 Phương pháp lấy mẫu
4.2.1 Lấy mẫu liên tục
Trong quy trình lấy mẫu liên tục, lấy mẫu từng lô nhỏ và số mẫu đơn tập hợp từ mỗi lô nhỏ được xác định phù hợp với 4.4.8.2. Có bao nhiêu lô nhỏ thì có bấy nhiêu mẫu. Mỗi lô nhỏ phải có cùng cỡ lô; tuy nhiên, trên thực tế đôi khi phải sử dụng các lô nhỏ có cỡ lô khác nhau. Số lượng trung bình của lô phải sao cho đạt độ chụm yêu cầu. Để kiểm tra độ chụm yêu cầu đã thu được, có thể sử dụng quy trình lấy mẫu lặp (xem 4.6).
4.2.2 Lấy mẫu không liên tục
Nếu nhiên liệu có cùng nguồn gốc và chất lượng được lấy mẫu thường xuyên, thì có thể lấy các mẫu đơn từ một số lô nhỏ mà không phải từ tất cả. Cách lấy mẫu như vậy gọi là lấy mẫu không liên tục. Mỗi lô nhỏ phải được lấy cùng một số mẫu đơn (xem 4.4.8.3). Lấy mẫu phải được chọn ngẫu nhiên, trừ khi chứng minh được là không có độ chệch, ví dụ do phương sai phụ thuộc vào thời gian nên phải chọn lô nhỏ một cách có hệ thống. Điều chứng minh này phải được lặp lại theo thời gian tại các khoảng ngẫu nhiên. Số lượng mẫu trong một lô bằng với số lô nhỏ cần lấy mẫu, nhưng vì có một số lô nhỏ không được lấy mẫu nên không thể nói rằng liệu giá trị trung bình của các kết quả này có độ chụm yêu cầu đối với lô ngoại trừ các thông tin về các lô là quá lớn, thì cần thiết phải lấy mẫu liên tục để đạt độ chụm yêu cầu. Sử dụng phương pháp lấy mẫu không liên tục phải được thỏa thuận giữa các bên và phải được ghi trong hồ sơ lấy mẫu.
4.3 Thiết kế sơ đồ lấy mẫu
4.3.1 Quy định chung
Bước cơ bản đầu tiên trong thiết kế sơ đồ lấy mẫu là xem xét các yêu cầu cho các hoạt động để lập các hướng dẫn cho người thao tác lấy mẫu. Các hướng dẫn phải đề cập đến tất cả các vấn đề lấy mẫu gặp phải.
Điều quan trọng là bản hướng dẫn lấy mẫu phải đơn giản, dễ hiểu và chính xác. Hướng dẫn này phải thể hiện bằng văn bản, phải do người giám sát lấy mẫu soạn thảo sau khi xem xét kỹ vị trí lấy mẫu và tham khảo thông tin nêu trong tiêu chuẩn này. Khi soạn thảo hướng dẫn, người giám sát phải xem xét các yêu cầu dưới đây và hướng dẫn nêu trong các điều từ 4.3.2 đến 4.3.6.
a) xem xét nhiên liệu được lấy mẫu và xem xét việc lấy mẫu;
b) độ chệch của các kết quả;
c) độ chụm của các kết quả;
d) cỡ lô và số các lô nhỏ;
e) phương pháp lấy mẫu;
f) các yêu cầu đối với mẫu thử;
g) số các mẫu đơn;
h) khối lượng mẫu.
4.3.2 Nhiên liệu được lấy mẫu và xem xét việc lấy mẫu
Bước đầu tiên trong thiết kế sơ đồ là phải nhận biết nhiên liệu được lấy mẫu. Mẫu có thể cần được đánh giá về mặt kỹ thuật, kiểm soát quá trình, kiểm tra chất lượng và vì các lý do thương mại từ cả hai bên nhà sản xuất và/hoặc người bán hàng và người tiêu dùng. Điều quan trọng là xác định chính xác giai đoạn lấy mẫu của quá trình xử lý nhiên liệu để thiết kế sơ đồ một cách phù hợp. Tuy nhiên trong một số trường hợp không thể lấy được mẫu tại điểm đã chọn, lúc đó yêu cầu cần có phương pháp khả thi hơn, miễn là lấy được mẫu đại diện.
Những nhận biết sau đây là rất cần thiết để thiết kế sơ đồ lấy mẫu thủ công:
a) các đặc tính của nhiên liệu, ví dụ than cám, than cục và cụ thể hơn là kích thước danh nghĩa lớn nhất; ngoài ra, xem thêm các đặc tính khác của nhiên liệu là khô, ướt hoặc tự chảy;
b) vị trí và hệ thống chất/dỡ tải;
c) phương tiện vận chuyển;
d) nơi lấy mẫu trong quá trình chất/dỡ tải, phải tính đến các điều khoản của hợp đồng và tính khả thi của lấy mẫu;
e) những rủi ro mất an toàn cho người.
4.3.3 Chia lô
Lô có thể được lấy mẫu toàn phần, thành một mẫu, hoặc phân chia thành một số lô nhỏ kết quả là mẫu của từng lô nhỏ. Một lô có thể lấy một mẫu toàn phần hoặc một loạt mẫu lô nhỏ, mỗi lô tối đa bằng 10000 tấn, ví dụ nhiên liệu đã gửi đi hoặc đã phân phối trong một thời gian, khối lượng một chuyến tàu, khối lượng một đoàn tàu hỏa, khối lượng một vagon, hoặc nhiên liệu được sản xuất trong một thời gian nhất định, ví dụ một ca sản xuất.
Sự phân chia như vậy thành một số lô nhỏ có thể là cần thiết để:
a) đạt được độ chụm yêu cầu (tính toán theo quy trình trong 4.5);
b) duy trì tình trạng toàn vẹn của mẫu, ví dụ tránh độ chệch vì hao hụt về độ ẩm do để lâu hoặc hao hụt giá trị nhiệt lượng do oxy hóa;
c) tạo sự thuận tiện khi lấy mẫu các lô suốt thời kỳ dài, ví dụ trong một ca kíp;
d) giữ khối lượng mẫu có thể quản lý được có tính đến khả năng nâng hạ tối đa;
e) các thành phần khác nhau nổi bật của hỗn hợp nhiên liệu, ví dụ các loại than khác nhau trong phạm vi một lô.
4.3.4 Độ chệch của kết quả
Điều quan trọng đặc biệt trong lấy mẫu là phải đảm bảo các thông số đo được, không bị biến đổi do lấy mẫu, do quá trình chuẩn bị mẫu hoặc do bảo quản tiếp theo trước khi thử nghiệm. Trong một số tình huống, có thể yêu cầu giới hạn về khối lượng của mẫu ban đầu, mẫu đã phân chia và mẫu thử để duy trì tình trạng nguyên vẹn (xem 4.4.9 và 4.4.10).
Khi lấy mẫu để xác định độ ẩm của lô trong một thời kỳ quá dài, có thể cần phải hạn chế thời gian để mẫu lâu bằng cách chia lô thành một số lô nhỏ. Để xác lập sự mất tính nguyên vẹn của mẫu, có thể tiến hành phép thử độ chệch để so sánh với một loạt mẫu đối chứng ngay sau khi lấy mẫu với mẫu sau khi để lâu khoảng thời gian bình thường để xác lập hao hụt độ ẩm hoặc giá trị nhiệt lượng (xem ISO 13909-8).
Có thể thực hiện việc thử nghiệm độ chệch đối với phương pháp lấy mẫu thủ công theo cùng nguyên tắc như đối với phương pháp lấy mẫu cơ giới, sử dụng phương pháp trọng tài để đánh giá thực hành lấy mẫu thủ công (ISO 13909-8).
4.3.5 Độ chụm của các kết quả
Sau khi đã quyết định độ chụm toàn bộ của lô, thì phải xác định số lô nhỏ và số mẫu đơn lấy trong từng lô nhỏ như mô tả trong 4.4.8, rồi phải xác định khối lượng của mẫu ban đầu như mô tả trong 4.4.9.
Đối với lô đơn, mức độ thay đổi chất lượng phải giả định là trường hợp xấu nhất (xem 4.4.5). Độ chụm của việc lấy mẫu có thể được đo bằng cách sử dụng quy trình lấy mẫu lặp (xem 4.6).
Khi bắt đầu lấy mẫu định kỳ đối với nhiên liệu chưa biết về chất lượng, mức độ thay đổi chất lượng phải giả định là xấu nhất theo 4.4.3 và 4.4.5.
Nếu yêu cầu bất kỳ sự thay đổi tiếp theo nào trong độ chụm, số lượng lô nhỏ và số mẫu đơn phải thay đổi như xác định trong 4.5 và phải kiểm tra lại độ chụm đạt được. Độ chụm cũng phải được kiểm tra nếu có lý do nào đó cho rằng khả năng thay đổi của nhiên liệu đang lấy mẫu đã bị tăng lên. Áp dụng xác định số mẫu đơn trong 4.5 đối với độ chụm của kết quả, khi sai số lấy mẫu liên quan đến sai số chuẩn bị mẫu và sai số thử nghiệm là lớn, ví dụ: độ ẩm. Tuy nhiên, trong một số phép thử, bản thân sai số thử nghiệm là lớn. Trong những trường hợp này, cần chuẩn bị hai hoặc nhiều phần mẫu từ mẫu thử và dùng giá trị trung bình của các phép xác định để nhận được độ chụm tốt hơn.
4.3.6 Yêu cầu đối với mẫu thử
Trong sơ đồ lấy mẫu và chuẩn bị mẫu, phải chú ý các yêu cầu của mẫu để thử nghiệm.
Số phép thử được tiến hành trên mẫu đã đập hoặc nghiền đến kích thước lớn nhất đã chuẩn bị trong các tiêu chuẩn thử liên quan, ví dụ hàm lượng tro đối với mẫu có kích thước nhỏ hơn 0,212 mm. Tuy nhiên, có nhiều phép thử yêu cầu mẫu ở trạng thái ban đầu hoặc được chuẩn bị đến cỡ hạt trong khoảng kích thước ban đầu và 0,212 mm.
Ví dụ phép thử vật lý trên mẫu ở trạng thái ban đầu là phép thử về phân bố cỡ hạt, phân tích chìm/nổi, phân tích tính kết cốc, ..v.v..
Ví dụ phép thử trên mẫu đã đập một phần và các mẫu được chuẩn bị là phép thử độ ẩm toàn phần, chỉ số chịu nghiền và giãn nở.
Vì lý do nêu trên, sơ đồ lấy mẫu và chuẩn bị mẫu để lấy được đủ các mẫu và chuẩn bị mẫu yêu cầu cần phải cân nhắc trước và được chuẩn bị từ mẫu chung hoặc liệu có cần phải lấy một số mẫu riêng biệt. Trong tất cả các trường hợp, khối lượng của mẫu chung và các mẫu thử yêu cầu phải được duy trì phù hợp với khối lượng tối thiểu như mô tả trong tiêu chuẩn này và trong tiêu chuẩn quy định phương pháp thử. Trong trường hợp có sự khác nhau giữa các tiêu chuẩn, phải duy trì khối lượng mẫu lớn hơn.
Trong trường hợp khối lượng mẫu tính theo tiêu chuẩn này là không đủ cho khối lượng của các mẫu yêu cầu thử thì phải tăng số lượng mẫu đơn để có khối lượng lớn hơn.
4.4 Độ chụm của việc lấy mẫu
4.4.1 Quy định chung
Trong tất cả các phương pháp lấy mẫu, gia công và phân tích mẫu, đều có sai số và kết quả thực nghiệm thu được từ các phương pháp như vậy đối với thông số nào đó đều lệch so với giá trị thực của thông số này. Vì không thể biết chính xác giá trị thực nên không thể đánh giá độ chụm của giá trị thực nghiệm, tức là gần sát với kết quả chấp nhận là giá trị thực. Tuy nhiên, có thể đánh giá độ chụm của các giá trị thực nghiệm, tức là gần sát với các kết quả của một loạt thực nghiệm đã thực hiện trên cùng nhiên liệu thỏa thuận giữa các bên.
Về nguyên tắc, có thể thiết kế một sơ đồ lấy mẫu đạt mức độ chụm tùy ý, mức này phải được xác định.
Các bên liên quan phải thỏa thuận độ chụm yêu cầu của lô. Trường hợp không có thỏa thuận, có thể giả định giá trị hàm lượng tro là 10 %.
4.4.2 Độ chụm và phương sai toàn phần
Độ chụm là độ gần sát của tập hợp các kết quả đạt được bằng cách áp dụng quy trình thực nghiệm một số lần trong các điều kiện biết trước, là một đặc trưng của sơ đồ lấy mẫu đã sử dụng và độ biến đổi của nhiên liệu đang được lấy mẫu. Sơ đồ có sai số ngẫu nhiên càng nhỏ thì sơ đồ đó càng chính xác. Chỉ số độ chụm được chấp nhận chung là hai lần đánh giá độ lệch chuẩn thông dụng của mẫu, chỉ số độ chụm này được sử dụng trong suốt tiêu chuẩn này.
Nếu một số lượng lớn của mẫu lặp được lấy từ lô nhỏ của nhiên liệu, được chuẩn bị và phân tích riêng lẻ thì độ chụm, P, của một quan trắc đơn lẻ được nêu trong phương trình (1):
(1)
trong đó:
s là độ lệch chuẩn thông dụng của mẫu;
VSPT là phương sai toàn phần các kết quả đối với mẫu lặp:
Phương sai toàn phần trong phương trình (1) là một hàm số của phương sai mẫu đơn ban đầu, số mẫu đơn và các sai số sinh ra trong quá trình chuẩn bị mẫu thử và thử nghiệm.
Đối với một mẫu đơn, tương quan này được biểu thị bằng phương trình (2):
(2)
trong đó:
VI là phương sai của mẫu đơn ban đầu;
VPT là phương sai của chuẩn bị và thử nghiệm mẫu;
n là số mẫu đơn ban đầu trong mẫu.
4.4.3 Lấy mẫu liên tục
Khi kết quả của phương trình (2) là trung bình số học của một giá trị mẫu, kết quả từ việc phân chia thành một loạt lô nhỏ và tiến hành từng mẫu, VSPT, được nêu trong phương trình (3):
(3)
trong đó:
n là số mẫu đơn ban đầu trong mỗi mẫu;
N là số mẫu đã sử dụng để thu được giá trị trung bình.
Do một mẫu là tương đương với một trong số các mẫu lặp, kết hợp phương trình (1) và (3) cho kết quả lấy mẫu liên tục trong phương trình (4) và (5):
(4)
(5)
trong đó:
PL là độ chụm toàn phần của việc lấy mẫu, chuẩn bị mẫu và thử nghiệm đối với lô tại mức tin cậy là 95 %, biểu thị bằng % tuyệt đối;
PSL là độ chụm tổng cộng của lô nhỏ tại mức tin cậy là 95 %, biểu thị bằng % tuyệt đối;
VI là phương sai của mẫu đơn ban đầu;
n là số mẫu đơn trong lô nhỏ;
NSL là số lô nhỏ trong lô;
VPT là phương sai của việc chuẩn bị và thử nghiệm mẫu.
Khi nhiên liệu không yêu cầu lấy mẫu trước, để có một sơ đồ lấy mẫu, cần có các giả định về khả năng biến đổi (xem 4.4.5).
4.4.4 Lấy mẫu không liên tục
Đôi khi giá trị sử dụng đối với phương sai mẫu đơn ban đầu được giả định là phù hợp với tất cả các lô nhỏ trong một lô, có thể là phương sai giữa các giá trị trung bình của các lô nhỏ. Nếu tất cả các lô nhỏ đều được lấy từ mẫu và thử, thì không dẫn đến phương sai phụ. Tuy vậy, nếu chỉ lấy mẫu và thử một hoặc một số lô nhỏ (tức là lấy mẫu không liên tục), thì giá trị để hiệu chỉnh phương sai của lô nhỏ phải được đưa vào phương trình (3) và phương trình dẫn xuất từ phương trình này, như nêu trong phương trình (6):
(6)
trong đó:
NSL là số lô nhỏ trong lô;
NSLS là số lô nhỏ đã lấy mẫu;
VSL là phương sai của lô nhỏ.
Giá trị là số bù, do tỷ lệ các lô nhỏ được lấy mẫu và được thử tăng thì ảnh hưởng về phương sai của các lô nhỏ sẽ giảm, cho đến khi bằng 0 khi NSLS = NSL.
Tương đương với phương trình (4) có thể nhận được từ sự kết hợp của các phương trình (1) và (6) như nêu trong phương trình (7):
(7)
4.4.5 Phương sai mẫu đơn ban đầu
Phương sai mẫu đơn ban đầu, VI, phụ thuộc vào loại và kích thước danh định lớn nhất của nhiên liệu, cấp độ xử lý và trộn đều, giá trị tuyệt đối của các thông số được xác định và khối lượng của mẫu đơn đã lấy.
Đối với một số nhiên liệu, phương sai mẫu đơn về hàm lượng tro là cao hơn phương sai độ ẩm, và từ đó, khi độ chụm như nhau thì có số mẫu đơn cần lấy đối với mẫu phân tích là tương xứng với mẫu độ ẩm và mẫu chung.
Trị số phương sai của mẫu đơn ban đầu, VI, đã yêu cầu để độ chụm có thể đạt được bằng cách sử dụng phương trình (4) bằng cách hoặc
a) giả định một giá trị đã xác định đối với nhiên liệu tương tự từ một thao tác xử lý và lấy mẫu tương tự, hoặc
b) xác định trực tiếp trị số phương sai của mẫu đơn ban đầu từ nhiên liệu được lấy mẫu bằng cách lấy ít nhất 50 mẫu đơn dải đều trên toàn bộ lô hoặc trên một số lô của cùng một loại nhiên liệu rồi phân tích các thông số yêu cầu trên từng mẫu đơn riêng lẻ, ưu tiên hàm lượng tro (trên cơ sở khô) và độ ẩm toàn phần.
Để tính toán giá trị của phương sai có thể sử dụng phương trình (8):
(8)
trong đó:
VI là phương sai của mẫu đơn ban đầu;
n là số mẫu đơn đã lấy;
xi là giá trị của thông số phân tích;
VPT là phương sai của chuẩn bị và thử nghiệm mẫu.
Nếu các giá trị này là không có sẵn, có thể giả định giá trị hàm lượng tro VI = 20 và phải kiểm tra sau khi lấy mẫu.
4.4.6 Phương sai lô nhỏ
Trong một số trường hợp (ví dụ xem 4.4.4) phương sai của lô nhỏ, VSL, có thể tính toán được, bởi vì giống như phương sai mẫu đơn ban đầu, giá trị này biểu thị tính đồng nhất của nhiên liệu. Để tính VSL có thể sử dụng phương trình (9):
(9)
trong đó:
VSL là phương sai của lô nhỏ;
N là số lô nhỏ trong lô;
xSL là giá trị của thông số phân tích từ lô nhỏ;
VPT là phương sai chuẩn bị và thử nghiệm.
Nếu phương sai của lô/lô nhỏ khác nhau hoặc các khối lượng hàng hóa của cùng loại nhiên liệu khác nhau đáng kể, thì phương sai mẫu đơn ban đầu của lô bất kỳ hoặc hàng hóa bất kỳ không thể sử dụng để tính toán số mẫu đơn đối với lô hoặc hàng hóa tiếp theo.
4.4.7 Phương sai của việc chuẩn bị và thử nghiệm mẫu
Giá trị phương sai của việc chuẩn bị mẫu và thử nghiệm mẫu, VPT, cần để tính toán độ chụm, sử dụng phương trình (4) hoặc (7), có thể nhận được bằng một trong các cách sau.
a) giả định một giá trị đã xác định đối với một nhiên liệu tương tự bằng cách sử dụng một sơ đồ chuẩn mẫu tương tự, hoặc
b) xác định trực tiếp trị số phương sai chuẩn bị và thử nghiệm trên nhiên liệu được lấy mẫu bằng cách lấy ít nhất 50 mẫu phụ dải đều trên toàn bộ lô hoặc trên một số lô của cùng loại nhiên liệu. Mỗi mẫu phụ được phân chia thành hai phần rồi chuẩn bị sao cho các phần đã chia tách của mỗi mẫu phụ được lấy ở giai đoạn phân chia đầu tiên. Mỗi phần phải được chuẩn bị và phân tích các thông số quan tâm, ưu tiên hàm lượng tro (trên cơ sở khô) và độ ẩm toàn phần. Áp dụng cùng phương pháp phân tích và sử dụng các thao tác thường quy. Sự khác nhau giữa hai kết quả phải được tính toán đối với từng cặp và phương sai chuẩn bị và thử nghiệm, VPT, có thể tính toán như sau:
(10)
trong đó:
VPT là phương sai chuẩn bị và thử nghiệm;
di là chênh lệch giữa số cặp riêng lẻ;
np là số cặp.
Cách khác là, phân chia một hoặc nhiều mẫu lô nhỏ thành ít nhất 20 mẫu thử. Chuẩn bị và phân tích các thông số quan tâm, ưu tiên hàm lượng tro (trên cơ sở khô) và độ ẩm toàn phần. Phương sai chuẩn bị và thử nghiệm phải được tính toán như đã nêu trong phương trình (11):
(11)
trong đó:
VPT là phương sai chuẩn bị và thử nghiệm;
NTS là số mẫu thử;
xi là giá trị của thông số phân tích.
Nếu các giá trị này không có sẵn, có thể giả định ban đầu giá trị hàm lượng tro VPT = 0,2 và phải kiểm tra sau khi lấy mẫu.
Nếu yêu cầu độ chụm chung, PL cao thì giảm các giá trị hàm lượng tro VPT = 0,1 hoặc 0,05 để đạt được độ chụm toàn phần yêu cầu, sử dụng mẫu đơn ban đầu và số lô nhỏ thực tế (xem 4.4.8).
4.4.8 Số lô nhỏ và số mẫu đơn của lô nhỏ
4.4.8.1 Quy định chung
Số mẫu đơn được lấy từ một lô để đạt độ chụm riêng là hàm số của các biến số về chất lượng than trong lô, không kể đến khối lượng của lô. Có thể được lấy mẫu cho toàn bộ lô thành một mẫu, hoặc chia ra một số lô nhỏ, mỗi lô lấy một mẫu. Phân chia như vậy có thể là cần thiết để đạt được độ chụm yêu cầu và số lô nhỏ cần thiết phải được tính toán bằng cách sử dụng quy trình nêu trong 4.4.8.2 hoặc 4.4.8.3 thích hợp.
Nguyên nhân quan trọng khác để phân chia lô là phải bảo toàn tính nguyên vẹn của mẫu, tức là tránh độ chệch sau khi lấy mẫu đơn, chủ yếu là để giảm thiểu hao hụt độ ẩm do phải để chờ lâu. Yêu cầu phải làm như vậy phụ thuộc vào các yếu tố ví dụ như thời gian lấy mẫu, nhiệt độ môi trường và trạng thái ẩm. Nếu có nghi ngờ về hao hụt độ ẩm thì phải tiến hành một phép thử độ chệch để so sánh chất lượng của mẫu đối chứng ngay sau khi lấy với mẫu đã lấy rồi để chờ lâu trong thời gian thông thường. Nếu phát hiện độ chệch, phải giảm thời gian chờ của mẫu bằng cách lấy mẫu với tần số cao hơn, tức là tăng số lô nhỏ lên.
Có thể có các nguyên nhân khác để phân chia mẫu lô:
a) để thuận tiện khi việc lấy mẫu trong một thời kỳ dài;
b) có thể quản lý được khối lượng mẫu.
Xác lập số mẫu phụ và số mẫu đơn yêu cầu trong mỗi lô nhỏ theo 4.4.8.2 hoặc 4.4.8.3 thích hợp.
CHÚ THÍCH: Các phương trình nêu trong 4.4.8.2 và 4.4.8.3 nói chung nêu ra sự đánh giá quá cao của lượng mẫu đơn yêu cầu. Đó là bởi vì chúng dựa trên cơ sở giả định rằng chất lượng than không có tương quan từng dãy; tuy rằng tương quan từng dãy thường xuyên hiện hữu ở một vài cấp độ. Ngoài ra, do việc chuẩn bị mẫu và thử nghiệm mẫu yêu cầu một lượng xác định khi xác định phương sai của mẫu đơn hoặc phương sai của lô nhỏ, nên các sai số về chuẩn bị và thử nghiệm mẫu được tăng lên một lần.
Người thiết kế sơ đồ lấy mẫu phải thực hiện các điều khoản đối với trường hợp xấu nhất dự đoán trước rồi hướng tới sử dụng các giá trị VI và VSL có thể cao hơn giá trị thực xảy ra khi hoạt động theo hệ thống. Khi thực thi một sơ đồ lấy mẫu mới, phải tiến hành một phép kiểm tra độ chụm thực phải đạt được bằng cách sử dụng phương pháp mô tả trong ISO 13909-7. Có thể đó là cần thiết để đạt được độ chụm yêu cầu, trong trường hợp đó số ô phụ được tính toán bằng cách sử dụng các quy trình nêu trong 4.4.8.2 và 4.4.8.3.
4.4.8.2 Lấy mẫu liên tục
Xác định số lô nhỏ yêu cầu trên thực tế (xem 4.4.8.1) rồi sau đó ước lượng số mẫu đơn đối với độ chụm mong đợi từ phương trình (12), nhận được bởi phương trình hoán vị (4):
(12)
Giá trị là vô cùng lớn hoặc số âm chỉ ra rằng các sai số của việc chuẩn bị và thử nghiệm mẫu là một giá trị mà độ chụm yêu cầu không thể đạt được với số các lô nhỏ này. Trong trường hợp như vậy, nếu n là lớn không thực tế thì giảm sai số lấy mẫu và thử nghiệm mẫu hoặc tăng số lô nhỏ bằng một trong các biện pháp sau.
a) chọn số lô nhỏ mới tương ứng với khối lượng lô nhỏ thuận lợi, tính lại n từ phương trình (12) và lặp lại quá trình cho đến khi n là một số khả thi.
b) quyết định số mẫu đơn khả thi lớn nhất của lô nhỏ, n1, và tính N từ phương trình (13):
(13)
Điều chỉnh N lên nếu cần để thuận tiện cho việc tính n.
Lấy n là 10 nếu giá trị tính toán cuối cùng nhỏ hơn 10.
Các ví dụ tính toán cho lấy mẫu liên tục từ dòng chuyển động đối với khoảng giá trị độ chụm chung, PL, và phương sai chuẩn bị và thử nghiệm mẫu, VPT, đối với hàm lượng tro giả định VI = 5 cho than đã tuyển và VI = 10 cho than chưa qua tuyển được nêu trong Bảng 1.
Phụ lục A nêu ví dụ đã tính toán độ chụm toàn phần, khối lượng các mẫu đơn, số lô nhỏ và số mẫu đơn trong lô nhỏ.
Bảng 1 – Ví dụ tính toán số mẫu đơn trong lô và lô nhỏ đối với hàm lượng tro trong các điều kiện quy định a
|
Các đặc trưng của lô và lô nhỏ |
PL = 0,2 % |
|||||||||||||
|
VPT = 0,05 |
VPT = 0,1 |
VPT = 0,2 |
||||||||||||
|
Khối lượng của lô, t |
Khối lượng của lô nhỏ, t |
Số lô nhỏ |
Số mẫu đơn |
Số mẫu đơn |
Số mẫu đơn |
|||||||||
|
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
|||||||||
|
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
|||
|
150 000 |
10 000 |
15 |
50 |
750 |
100 |
1 500 |
100 |
1 500 |
200 |
3 000 |
b |
b |
b |
b |
|
100 000 |
10 000 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
50 000 |
5 000 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
40 000 |
4 000 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
30 000 |
3 000 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
20 000 |
2 000 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
10 000 |
1 000 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
8 000 |
500 |
16 |
45 |
720 |
91 |
1 456 |
83 |
1 328 |
167 |
2 672 |
b |
b |
b |
b |
|
6 000 |
500 |
12 |
71 |
852 |
143 |
1 716 |
250 |
3 000 |
500 |
6 000 |
b |
b |
b |
b |
|
5 000 |
500 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
4 000 |
250 |
16 |
45 |
720 |
91 |
1 456 |
83 |
1 328 |
167 |
2 672 |
b |
b |
b |
b |
|
3 000 |
250 |
12 |
71 |
852 |
143 |
1 716 |
250 |
3 000 |
500 |
6 000 |
b |
b |
b |
b |
|
2 000 |
200 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
|
1 000 |
100 |
10 |
100 |
1 000 |
200 |
2 000 |
b |
b |
b |
b |
b |
b |
b |
b |
| a Điều kiện: khoảng PL chung từ 0,2 % đến 0,6 % tro và phương sai chuẩn bị mẫu và thử nghiệm. VPT là 0,05; 0,1 và 0,2 đối với hàm lượng tro giả định V1 = 5 đối với than tuyển và V1 = 10 đối với than không tuyển.
b Nhỏ hơn VPT hoặc yêu cầu nhiều lô nhỏ hơn. |
||||||||||||||
Bảng 1 (tiếp theo)
|
Các đặc trưng của lô và lô nhỏ |
PL = 0,3 % |
|||||||||||||
|
VPT = 0,05 |
VPT = 0,1 |
VPT = 0,2 |
||||||||||||
|
Khối lượng của lô, t |
Khối lượng của lô nhỏ, t |
Số lô nhỏ |
Số mẫu đơn |
Số mẫu đơn |
Số mẫu đơn |
|||||||||
|
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
|||||||||
|
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
|||
|
150 000 |
10 000 |
15 |
17 |
255 |
35 |
525 |
21 |
315 |
42 |
630 |
36 |
540 |
73 |
1 095 |
|
100 000 |
10 000 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
|
50 000 |
5 000 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
|
40 000 |
4 000 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
|
30 000 |
3 000 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
|
20 000 |
2 000 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
|
10 000 |
1 000 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
|
8 000 |
1 000 |
8 |
38 |
304 |
77 |
616 |
63 |
504 |
125 |
1 000 |
b |
b |
b |
b |
|
6 000 |
750 |
8 |
38 |
304 |
77 |
616 |
63 |
504 |
125 |
1 000 |
b |
b |
b |
b |
|
5 000 |
500 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
|
4 000 |
500 |
8 |
38 |
304 |
77 |
616 |
63 |
504 |
125 |
1 000 |
b |
b |
b |
b |
|
3 000 |
500 |
6 |
59 |
354 |
118 |
708 |
143 |
858 |
286 |
1 716 |
b |
b |
b |
b |
|
2 000 |
250 |
8 |
38 |
304 |
77 |
616 |
63 |
504 |
125 |
1 000 |
b |
b |
b |
b |
|
1 000 |
100 |
10 |
29 |
290 |
57 |
570 |
40 |
400 |
80 |
800 |
200 |
2 000 |
400 |
4 000 |
| a Điều kiện: khoảng PL chung từ 0,2 % đến 0,6 % tro và phương sai chuẩn bị mẫu và thử nghiệm. VPT là 0,05; 0,1 và 0,2 đối với hàm lượng tro giả định V1 = 5 đối với than tuyển và V1 = 10 đối với than không tuyển.
b Nhỏ hơn VPT hoặc yêu cầu nhiều lô nhỏ hơn. |
||||||||||||||
Bảng 1 (tiếp theo)
|
Các đặc trưng của lô và lô nhỏ |
PL = 0,4 % |
|||||||||||||
|
VPT = 0,05 |
VPT = 0,1 |
VPT = 0,2 |
||||||||||||
|
Khối lượng của lô, t |
Khối lượng của lô nhỏ, t |
Số lô nhỏ |
Số mẫu đơn |
Số mẫu đơn |
Số mẫu đơn |
|||||||||
|
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
|||||||||
|
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
|||
|
150 000 |
10 000 |
15 |
10c |
150 |
18 |
270 |
10 |
150 |
20 |
300 |
13 |
195 |
25 |
375 |
|
100 000 |
10 000 |
10 |
14 |
140 |
29 |
290 |
17 |
170 |
33 |
330 |
25 |
250 |
50 |
500 |
|
50 000 |
10 000 |
5 |
33 |
165 |
67 |
335 |
50 |
250 |
100 |
500 |
b |
b |
b |
b |
|
40 000 |
8 000 |
5 |
33 |
165 |
67 |
335 |
50 |
250 |
100 |
500 |
b |
b |
b |
b |
|
30 000 |
6 000 |
5 |
33 |
165 |
67 |
335 |
50 |
250 |
100 |
500 |
b |
b |
b |
b |
|
20 000 |
4 000 |
5 |
33 |
165 |
67 |
335 |
50 |
250 |
100 |
500 |
b |
b |
b |
b |
|
10 000 |
2 000 |
5 |
33 |
165 |
67 |
335 |
50 |
250 |
100 |
500 |
b |
b |
b |
b |
|
8 000 |
1 000 |
8 |
19 |
152 |
37 |
296 |
23 |
184 |
45 |
360 |
42 |
336 |
83 |
664 |
|
6 000 |
1 000 |
6 |
26 |
156 |
53 |
318 |
36 |
216 |
71 |
426 |
125 |
750 |
250 |
1 500 |
|
5 000 |
1 000 |
5 |
33 |
165 |
67 |
335 |
50 |
250 |
100 |
500 |
b |
b |
b |
b |
|
4 000 |
500 |
8 |
19 |
152 |
37 |
296 |
23 |
184 |
45 |
360 |
42 |
336 |
83 |
664 |
|
3 000 |
500 |
6 |
26 |
156 |
53 |
318 |
36 |
216 |
71 |
426 |
125 |
750 |
250 |
1 500 |
|
2 000 |
250 |
8 |
19 |
152 |
37 |
296 |
23 |
184 |
45 |
360 |
42 |
336 |
83 |
664 |
|
1 000 |
200 |
5 |
33 |
165 |
67 |
335 |
50 |
250 |
100 |
500 |
b |
b |
b |
b |
| a Điều kiện: khoảng PL chung từ 0,2 % đến 0,6 % tro và phương sai chuẩn bị mẫu và thử nghiệm. VPT là 0,05; 0,1 và 0,2 đối với hàm lượng tro giả định V1 = 5 đối với than tuyển và V1 = 10 đối với than không tuyển.
b Nhỏ hơn VPT hoặc yêu cầu nhiều lô nhỏ hơn. c Đây là giá trị nhỏ nhất, giá trị tính được là nhỏ hơn 10. Do không chắc chắn về sự thay đổi của nhiên liệu, phải lấy ít nhất là 10 mẫu đơn trong mỗi lô nhỏ. |
||||||||||||||
Bảng 1 (kết thúc)
|
Các đặc trưng của lô và lô nhỏ |
PL = 0,6 % |
|||||||||||||
|
VPT = 0,05 |
VPT = 0,1 |
VPT = 0,2 |
||||||||||||
|
Khối lượng của lô, t |
Khối lượng của lô nhỏ, t |
Số lô nhỏ |
Số mẫu đơn |
Số mẫu đơn |
Số mẫu đơn |
|||||||||
|
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
Than tuyển |
Than không tuyển |
|||||||||
|
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
Lô nhỏ |
Lô |
|||
|
150 000 |
10 000 |
15 |
10c |
150 |
10c |
150 |
10c |
150 |
10c |
150 |
10c |
150 |
10c |
150 |
|
100 000 |
10 000 |
10 |
10c |
100 |
12 |
120 |
10c |
100 |
13 |
130 |
10c |
100 |
14 |
140 |
|
50 000 |
10 000 |
5 |
13 |
65 |
25 |
125 |
14 |
70 |
29 |
145 |
20 |
100 |
40 |
200 |
|
40 000 |
10 000 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
30 000 |
5 000 |
6 |
10 |
60 |
20 |
120 |
11 |
66 |
23 |
138 |
15 |
90 |
29 |
174 |
|
20 000 |
5 000 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
10 000 |
2 500 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
8 000 |
2 000 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
6 000 |
1 500 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
5 000 |
1 000 |
5 |
13 |
65 |
25 |
125 |
14 |
70 |
29 |
145 |
20 |
100 |
40 |
200 |
|
4 000 |
1 000 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
3 000 |
750 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
2 000 |
500 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
|
1 000 |
250 |
4 |
16 |
64 |
32 |
128 |
19 |
76 |
38 |
152 |
31 |
124 |
63 |
252 |
| a Điều kiện: khoảng PL chung từ 0,2 % đến 0,6 % tro và phương sai chuẩn bị mẫu và thử nghiệm. VPT là 0,05; 0,1 và 0,2 đối với hàm lượng tro giả định V1 = 5 đối với than tuyển và V1 = 10 đối với than không tuyển.
c Đây là giá trị nhỏ nhất, giá trị tính được là nhỏ hơn 10. Do không chắc chắn về sự thay đổi của nhiên liệu, phải lấy ít nhất là 10 mẫu đơn trong mỗi lô nhỏ. |
||||||||||||||
4.4.8.3 Lấy mẫu không liên tục
Quyết định ban đầu về số lô nhỏ, NSL, và số tối thiểu, NSLS, yêu cầu phải lấy mẫu trên thực tế (xem 4.4.8.1) sau đó ước lượng số mẫu đơn trong mỗi lô nhỏ ứng với độ chụm mong đợi trong một lô từ phương trình (14), nhận được bằng phương trình hoán vị (7):
(14)
Nếu giá trị là số vô cùng hoặc số âm thì các sai số của việc chuẩn bị và thử nghiệm mẫu là giá trị mà độ chụm yêu cầu đối với số lô nhỏ này không thể đạt được. Trong các trường hợp như vậy nếu n là quá lớn, không thực tế thì tăng số lô nhỏ được lấy mẫu theo một trong các cách sau:
a) chọn một giá trị lớn hơn cho NSL, số lô nhỏ lấy mẫu thực tế, tính lại n và lặp lại quá trình cho đến khi giá trị của n là một số khả thi.
b) chọn số mẫu đơn khả thi lớn nhất của lô nhỏ, n1, và tính NSLS từ phương trình (15):
(15)
Nếu cần điều chỉnh N lên để thuận tiện cho việc tính n từ phương trình (14).
Lấy n là 10 nếu giá trị tính toán cuối cùng nhỏ hơn 10.
4.4.9 Khối lượng mẫu đơn
Khối lượng chuẩn của mẫu đơn có thể tra trong Bảng 2. Các giá trị này được lập theo kinh nghiệm và phải sử dụng như là một điểm khởi đầu.
Bảng 2 – Khối lượng chuẩn của mẫu đơn
|
Kích thước danh nghĩa lớn nhất của nhiên liệu, mm |
Khối lượng chuẩn của mẫu đơn để lấy mẫu, |
Kích thước danh nghĩa lớn nhất của nhiên liệu, mm |
Khối lượng chuẩn của mẫu đơn để lấy mẫu, |
|
150 |
9,0 |
25 |
1,5 |
|
125 |
7,5 |
22,4 |
1,3 |
|
100 |
6,0 |
20 |
1,2 |
|
90 |
5,5 |
16 |
1,0 |
|
80 |
5,0 |
11,2 |
0,70 |
|
75 |
4,5 |
10 |
0,60 |
|
70 |
4,0 |
8 |
0,50 |
|
63 |
4,0 |
5,6 |
0,50 |
|
60 |
3,5 |
4 |
0,50 |
|
50 |
3,0 |
2,8 |
0,50 |
|
45 |
3,0 |
2 |
0,50 |
|
30 |
2,0 |
1 |
0,50 |
|
25 |
1,5 |
< 0,5 |
0,50 |
4.4.10 Khối lượng tối thiểu của mẫu
Đối với hầu hết các thông số, thành phần cỡ hạt cụ thể và thành phần cỡ hạt liên quan, độ chụm của kết quả bị hạn chế bởi mẫu có thể không đại diện cho tất cả các cấp hạt trong khối lượng nhiên liệu cần lấy mẫu.
Khối lượng tối thiểu của mẫu (ban đầu cũng như sau khi phân chia) tùy theo kích thước danh nghĩa lớn nhất của nhiên liệu, độ chụm rất cần thiết đối với thông số liên quan và tương quan của thông số đó với cỡ hạt. Cùng một số tương quan như vậy áp dụng cho tất cả các giai đoạn chuẩn bị. Việc đạt được khối lượng này cũng không đảm bảo độ chụm yêu cầu. Điều này còn phụ thuộc vào số mẫu đơn trong mẫu và độ biến đổi của chúng (xem 4.5).
Các giá trị về khối lượng tối thiểu của mẫu được nêu trong Bảng 3 và về khối lượng mẫu giản lược tối thiểu trong Bảng 4.
Bảng 3 – Khối lượng tối thiểu của mẫu để phân tích chung (than), xác định
độ ẩm toàn phần (than), phân tích mẫu cốc và thành phần cỡ hạt (than và cốc)
|
(1) |
(2) |
(3) |
(4) |
(5) |
(6) |
|
Kích thước danh nghĩa lớn nhất của nhiên liệu, mm |
Than |
Cốc |
Than và Cốc |
||
|
Mẫu phân tích toàn phần và mẫu chunga, kg |
Mẫu xác định độ ẩm toàn phầnb, kg |
Mẫu cốcc, |
Mẫu phân tích cỡ hạt với độ chính xác 1%d, kg |
Mẫu phân tích cỡ hạt với độ chính xác 2%d, kg |
|
|
150 |
2 600 |
500 |
2 000 |
6 750 |
1 700 |
|
125 |
1 700 |
350 |
1 000 |
4 000 |
1 000 |
|
90 |
750 |
125 |
500 |
1 500 |
400 |
|
75 |
470 |
95 |
375 |
950 |
250 |
|
63 |
300 |
60 |
250 |
500 |
125 |
|
50 |
170 |
35 |
175 |
280 |
70 |
|
45 |
125 |
25 |
125 |
200 |
50 |
|
38 |
85 |
17 |
90 |
130 |
30 |
|
31,5 |
55 |
10 |
60 |
65 |
15 |
|
22,4 |
32 |
7 |
30 |
25 |
6 |
|
16 |
20 |
4 |
15 |
8 |
2 |
|
11,2 |
13 |
2,5 |
8 |
3 |
0,70 |
|
10 |
10 |
2 |
6 |
2 |
0,50 |
|
8 |
6 |
1,5 |
4 |
1 |
0,25 |
|
5,6 |
3 |
1,2 |
2 |
0,50 |
0,25 |
|
4 |
1,50 |
1 |
2 |
0,25 |
0,25 |
|
2,8 |
0,65 |
0,65 |
2 |
0,25 |
0,25 |
|
2 |
0,25 |
0,65 |
2 |
0,25 |
0,25 |
|
1 |
0,10 |
0,65 |
2 |
0,25 |
0,25 |
|
<0,5 |
0,06 |
0,65 |
2 |
0,25 |
0,25 |
| a Khối lượng tối thiểu của than mẫu lấy để phân tích chung phương sai do phải giảm cỡ hạt tự nhiên của than đến 0,01 tương ứng với độ chụm phân chia 0,2 % với cấp hàm lượng tro.
b Khối lượng tối thiểu của mẫu than để phân tích độ ẩm toàn phần, khối lượng xấp xỉ khoảng 20 % khối lượng tối thiểu để phân tích chung, giá trị tuyệt đối tối thiểu là 0,65 kg. c Khối lượng tối thiểu đối với mẫu cốc. d Khối lượng tối thiểu đối với mẫu than và cốc để phân tích cỡ hạt tương ứng với độ chụm phân chia là lần lượt là 1 % và 2 %. Khối lượng này đã được tính toán trên cơ sở độ chụm của việc xác định quá cỡ, tức là nhiên liệu cỡ lớn hơn kích thước danh nghĩa lớn nhất. Độ chụm đối với phần kích thước khác thường tốt hơn điều này. CHÚ THÍCH 1: Đối với nhiên liệu có kích thước trên > 150 mm, xem B.2 CHÚ THÍCH 2: Nếu quy định khối lượng đối với 90 mm, 125 mm hoặc 150 mm đề cập trong cột 2, 4 và 5 là lớn không khả thi thì có thể lấy khối lượng tối thiểu xác định đối với 75 mm. Các kết quả này có độ chụm kém nhất. |
|||||
Bảng 4 – Khối lượng tối thiểu mẫu đã giản lược đối với cỡ hạt lớn
|
(1) |
(2) |
(3) |
(4) |
|||
|
Kích thước danh nghĩa lớn nhất của nhiên liệu, mm |
Mẫu phân tích chung và mẫu chung |
Mẫu cốc |
Mẫu để phân tích cỡ hạt |
|||
|
kg |
Độ chụm phân chia |
kg |
Độ chụm phân chia |
kg |
Độ chụm phân chia |
|
|
150 |
470 |
0,47 |
375 |
0,46 |
950 |
2,7 |
|
125 |
470 |
0,38 |
375 |
0,33 |
950 |
2,1 |
|
90 |
470 |
0,25 |
375 |
0,23 |
950 |
1,3 |
|
75 |
470 |
0,20 |
375 |
0,20 |
950 |
1,0 |
| CHÚ THÍCH: Đối với cốc, khối lượng nêu trong cột 4 là để hướng dẫn về khối lượng tối thiểu đối với cốc chưa biết hoặc cốc không đồng nhất. Thường thì có thể giản lược khối lượng đối với mẫu ẩm, có thể khối lượng không tương xứng để, ví dụ xác định quá cỡ, độ chụm phân chia tới 1 %, riêng đối với cốc cỡ lớn. | ||||||
Khối lượng tối thiểu của mẫu đơn đã phân chia phải làm sao cho khối lượng gộp chung của tất cả các mẫu đơn đã phân chia trong lô nhỏ tại mỗi giai đoạn, lớn hơn khối lượng nêu trong Bảng 3, phù hợp với các mẫu đã lấy và kích thước danh nghĩa lớn nhất. Nếu khối lượng mẫu đơn là quá thấp để thỏa mãn yêu cầu này, thì mẫu đơn đã được chia phải được đập nhỏ trước khi chia tiếp theo.
Lưu ý rằng trong mỗi trường hợp, độ chụm phân chia chung được xác định bằng tổng số của phương sai phân chia đối với mỗi giai đoạn phân chia.
Khối lượng mẫu tối thiểu, mS, đối với các mức của độ chụm phân chia có thể tính toán được từ phương trình (16):
(16)
trong đó
mO,S là khối lượng ghi trong Bảng 3;
mS là khối lượng mẫu đã lấy;
PD là giá trị độ chụm phân chia mặc định (ví dụ 0,2% tro, do bản chất hạt của than);
PR là độ chụm phân chia mong đợi đối với một giai đoạn lấy mẫu cụ thể.
Khi nhiên liệu được lấy mẫu đều đặn trong cùng điều kiện, độ chụm chung đạt được đối với tất cả các thông số yêu cầu phải được kiểm tra (xem 4.4.1) và khối lượng có thể được điều chỉnh theo. Tuy vậy, không được giản lược khối lượng xuống thấp hơn yêu cầu tối thiểu đã xác nhận trong tiêu chuẩn liên quan quy định phương pháp thử.
Khi mẫu cho các phép thử đặc biệt (xem 4.3.6) được lấy từ mẫu chung, số lượng ban đầu của các mẫu đơn đã lấy phải lớn hơn số lượng đã yêu cầu cho phân tích chung và phân tích độ ẩm toàn phần. Nếu sau khi lấy, không có đủ nhiên liệu cho mẫu chung, thì khối lượng mẫu đã nêu theo số lượng mẫu đơn phải tăng lên bằng cách lấy mẫu đơn bổ sung. Lấy mẫu thử đặc biệt từ mẫu chung được mô tả trong 8.7.
Khi chuẩn bị nhiên liệu để tạo mẫu dùng trong những mục đích đặc biệt, phải lấy các khối lượng riêng lẻ và tính đến phân bố cỡ hạt của các mẫu thử đã yêu cầu cho từng phép thử.
4.5 Kiểm tra độ chụm chung đối với lô bằng tính toán và chọn sơ đồ lấy mẫu
Lấy mẫu thủ công tạo cơ hội linh hoạt cho việc lựa chọn sự kết hợp nhất định của một số lô nhỏ và mẫu đơn để lựa chọn một kết hợp tiện lợi nhất về số lô nhỏ và số mẫu đơn. Để kiểm tra độ chụm lấy mẫu, cần tính toán cho các trường hợp khác nhau và sau đó quyết định sơ đồ lấy mẫu.
Các ví dụ về những kết quả tính toán như vậy để lấy mẫu liên tục từ dòng chuyển động đối với một khoảng giá trị của độ chụm chung, PL, và phương sai của việc chuẩn bị mẫu và thử nghiệm mẫu, VPT, ứng với hàm lượng tro, với giả định là VI = 5 ứng với than tuyển và VI = 10 ứng với than không tuyển nêu trong Bảng 1.
Phụ lục A nêu ví dụ đã tính toán độ chụm toàn phần, khối lượng các mẫu đơn, số lô nhỏ và số mẫu đơn trong lô nhỏ.
4.6 Xác định độ chụm đạt được bằng cách lấy mẫu lặp
4.6.1 Quy định chung
Bằng việc sử dụng quy trình lấy mẫu lặp, có thể làm phép thử độ chụm đối với một lô đặc biệt nhận được từ sơ đồ lấy mẫu cụ thể. Với quy trình này cùng số mẫu đơn như thường được lấy nhưng các mẫu đơn lần lượt được đặt vào số thùng chứa mẫu khác nhau để đưa ra một số mẫu lặp phụ. Từ mỗi phòng thí nghiệm riêng lẻ mẫu phụ được chuẩn bị và tiến hành một phép thử trên mỗi mẫu để có một số kết quả mẫu phụ khác nhau đối với hàm lượng tro hoặc đặc tính khác nào đó được thử. Lưu ý rằng mẫu lặp phụ bao gồm một số lượng mẫu đơn ít hơn thông thường.
4.6.2 Phương pháp và tính toán
Thiết lập thông số phân tích, ví dụ hàm lượng tro (trên cơ sở khô) và thiết lập sơ đồ lấy mẫu với độ chụm yêu cầu theo 4.3.
Thay vì tạo thành một mẫu từ mỗi lô nhỏ, hợp nhất tổng số các mẫu đơn, nT, như mẫu lặp. Số mẫu lặp, NRS, không được nhỏ hơn số lô nhỏ, NSL, sử dụng trong các tính toán và không nhỏ hơn 10. Nếu có mười mẫu như vậy và thùng chứa mẫu được gắn nhãn A, B, C, D, E, F, G, H, I, J, rồi các mẫu đơn lần lượt được đưa vào thùng chứa như sau: A, B, C, D, E, F, G, H, I, J, A, B, C, D, …
Tính toán điển hình đối với nhiên liệu có sử dụng các kết quả trong Bảng 5 nêu dưới đây.
Bảng 5 – Kết quả lấy mẫu lô đơn giản của % hàm lượng tro, theo trạng thái khô
|
Mẫu số |
Giá trị mẫu, xi, % |
xi2 |
|
A |
15,30 |
243,09 |
|
B |
17,10 |
292,41 |
|
C |
16,50 |
272,25 |
|
D |
17,20 |
295,84 |
|
E |
15,80 |
249,64 |
|
F |
16,40 |
268,96 |
|
G |
15,70 |
246,49 |
|
H |
16,30 |
265,69 |
|
I |
18,00 |
324,00 |
|
J |
16,70 |
278,89 |
|
Tổng |
165,00 |
2 728,26 |
Số, j, của mẫu lặp là 10.
Giá trị trung bình là 165/10 = 16,5 %.
Ước lượng độ lệch thông dụng chuẩn của mẫu, s, là (xem phương trình 5):
Ước lượng tốt nhất đối với độ chụm, P, đạt được đối với lô được nêu trong phương trình (17):
(17)
ví dụ
4.6.3 Độ chụm nhận được bằng sử dụng sơ đồ lấy mẫu thông thường
Nếu được yêu cầu thiết kế một sơ đồ lấy mẫu đúng quy tắc trên cơ sở các kết quả của quy trình này, việc ước lượng độ chụm đạt được (phù hợp với ISO 13909-7), số mẫu đơn trong mẫu và số mẫu lặp (thay cho số lô nhỏ) có thể được thay thế vào phương trình (4) và ước lượng được giá trị của phương sai mẫu đơn. Có thể theo quy trình nêu trong 4.3 để thiết kế sơ đồ lấy mẫu đúng quy tắc.
4.7 Phân tích cỡ hạt
Trong phạm vi áp dụng của tiêu chuẩn này, nhiên liệu được lấy mẫu biểu thị sự khác nhau nhiều về cỡ hạt, dải cỡ hạt và sự phân bố cỡ hạt. Ngoài ra, các thông số đã xác định (phần trăm lưu lại trên một lưới cụ thể, cỡ hạt trung bình, ..v.v..) có thể khác nhau trong từng trường hợp. Hơn nữa, khi áp dụng chia mẫu, sai số chia mẫu cũng phải được tính đến, nhưng ngược lại chúng không tồn tại nếu cỡ hạt được biểu thị không có sự phân chia trước nào.
Những yếu tố này phải được tính đến khi áp dụng kỹ thuật để tính toán số mẫu đơn đối với một độ chụm cụ thể (xem 4.4.2). Trường hợp không có thông tin nào về phương sai lấy mẫu..v.v.. thì khởi đầu lấy 24 mẫu đơn vào mẫu.
Sau đó phải kiểm tra độ chụm đối với một thông số cụ thể đã yêu cầu và điều chỉnh số mẫu đơn theo quy trình mô tả trong 4.5.
Giảm thiểu sự phân tầng của mẫu đã sử dụng để xác định sự phân bố cỡ hạt là điều rất quan trọng để giảm độ chệch trong phân bố cỡ hạt đã đo. Để ngăn ngừa sự phân tầng của hạt, phải giữ đến mức tối thiểu sự rơi tự do.
Khối lượng tối thiểu của mẫu để phân tích cỡ hạt được nêu trong Bảng 3, cột 5 (độ chụm 1 %) và cột 6 (độ chụm 2 %). Khối lượng đã được tính toán trên cơ sở độ chụm xác định quá cỡ, tức là cỡ hạt nhiên liệu lớn hơn kích thước danh nghĩa lớn nhất. Độ chụm đối với phần cỡ hạt khác là tốt hơn so với phần cỡ hạt này.
5. Phương pháp lấy mẫu
5.1 Quy định chung
Yêu cầu cơ bản của lấy mẫu là mẫu phải bao gồm tất cả các phần nhiên liệu trong lô. Việc lấy mẫu phải được tiến hành theo phương pháp lấy mẫu hệ thống, hoặc theo khoảng thời gian hoặc khối lượng, hoặc bằng cách lấy mẫu ngẫu nhiên phân tầng.
Mẫu sẽ có độ chệch nếu không lấy được các phần nhiên liệu. Cẩn thận trong khi phải lấy mẫu nhiên liệu không đồng nhất hoặc bị phân lớp hoặc nhiên liệu hỗn hợp. Mức độ biến đổi theo chu kỳ về chất lượng than có thể xuất hiện trong quá trình lấy mẫu. Phải hết sức cố gắng để loại trừ sự trùng lặp ngẫu nhiên của chu trình lấy các mẫu đơn trong lấy mẫu hệ thống. Nếu điều đó không thể thực hiện được, độ chệch không thay đổi, điều này có thể do những tỷ lệ không chấp nhận được. Trong những trường hợp như vậy, có thể chấp nhận lấy mẫu ngẫu nhiên phân tầng.
Phương pháp mô tả trong Điều 5 được áp dụng cho nhiên liệu ở trạng thái chuyển động như sau:
a) băng tải ngừng;
b) dòng nhiên liệu từ trên xuống;
c) băng tải chuyển động;
d) đống (đổ đống/dỡ đống);
e) máy xúc/thiết bị chất tải;
f) xà lan/xe tải/toa xe (chất tải/dỡ tải).
Phụ lục B đưa ra các phương pháp tham khảo lấy mẫu nhiên liệu từ lô tĩnh và lấy mẫu từ nhiên liệu lớn (> 150 mm). Lấy mẫu từ các lô gồm các loại nhiên liệu khác nhau được mô tả trong 5.8; sử dụng lựa chọn ngẫu nhiên các mẫu đơn mô tả trong 5.9.
5.2 Lấy mẫu theo khoảng thời gian
Phải lấy các mẫu đơn ban đầu tại những khoảng thời gian định trước như nhau trong cả lô hoặc lô nhỏ. Nếu số mẫu đơn tính toán đã lấy đủ trước khi hoàn tất việc giao nhận, thì phải lấy thêm các mẫu đơn tại các khoảng thời gian như nhau cho tới khi hoàn tất việc giao nhận.
Khoảng thời gian, Δt, tính bằng phút, giữa các mẫu đơn được xác định từ phương trình (18):
(18)
trong đó
msl là khối lượng của lô nhỏ, tính bằng tấn;
qmax là tốc độ dòng lớn nhất của nhiên liệu, tính bằng tấn trên giờ;
n là số mẫu đơn ban đầu lấy vào mẫu (xem 4.5).
5.3 Lấy mẫu theo khoảng khối lượng
Phải lấy các mẫu đơn ban đầu tại những khoảng khối lượng đặt trước của khối lượng lô hoặc lô nhỏ. Khoảng này phải không thay đổi trong suốt quá trình lấy mẫu lô nhỏ. Nếu số mẫu đơn tính toán đã lấy đủ trước khi hoàn tất việc giao nhận, thì phải lấy thêm các mẫu đơn tại các khoảng như nhau cho tới khi hoàn tất việc giao nhận.
Khoảng khối lượng, Δm, tính bằng tấn, giữa các mẫu đơn được xác định từ phương trình (19):
(19)
trong đó:
msl là khối lượng của lô nhỏ, tính bằng tấn;
n là số mẫu đơn ban đầu lấy vào mẫu (xem 4.5).
Khoảng khối lượng giữa các mẫu đơn phải bằng hoặc nhỏ hơn khoảng tính toán từ số mẫu đơn quy định trong 4.5 để đảm bảo số mẫu đơn ít nhất bằng số mẫu tối thiểu quy định.
5.4 Lấy mẫu ngẫu nhiên phân tầng
5.4.1 Quy định chung
Lấy mẫu ngẫu nhiên phân tầng có nghĩa là việc lấy mẫu thực tế ban đầu theo khoảng thời gian hoặc khối lượng được thay bằng việc lấy mẫu ngẫu nhiên theo thời gian hoặc khối lượng tương ứng, nhằm hạn chế việc lấy mẫu trước khi khoảng thời gian hoặc khối lượng kết thúc.
Trong quá trình lấy mẫu ngẫu nhiên phân tầng, có thể hai mẫu đơn được lấy rất gần nhau cho dù chúng được lấy với khoảng khối lượng hoặc thời gian khác nhau.
5.4.2 Lấy mẫu ngẫu nhiên phân tầng theo khoảng thời gian
Khoảng lấy mẫu phải được xác định như trong 5.2 và khối lượng mẫu đơn như trong 4.4.9. Trước khi bắt đầu mỗi khoảng lấy mẫu, một số ngẫu nhiên giữa số không và khoảng lấy mẫu, tính bằng giây hoặc phút, phải được thiết lập. Sau đó mẫu đơn được lấy theo số ngẫu nhiên sau mỗi thời gian đã xác định.
5.4.3 Lấy mẫu ngẫu nhiên phân tầng theo khoảng khối lượng
Khoảng lấy mẫu phải được xác định như trong 5.3 và khối lượng mẫu đơn như trong 4.4.9. Trước khi bắt đầu mỗi khoảng lấy mẫu, một số ngẫu nhiên giữa số không và khoảng lấy mẫu (tấn), phải được thiết lập. Sau đó mẫu đơn được lấy theo số ngẫu nhiên sau khi khối lượng than được chuyển qua đã xác định.
5.5 Lấy mẫu đơn
Người lấy mẫu phải được đào tạo thích hợp và có kinh nghiệm, sẽ tiến hành lấy mẫu đơn bằng dụng cụ thích hợp.
Việc lấy mẫu đơn được tiến hành bằng một thao tác, không làm tràn mẫu khỏi dụng cụ lấy mẫu.
Độ mở của dụng cụ lấy mẫu phải ít nhất gấp ba lần kích thước danh nghĩa lớn nhất của nhiên liệu, tối thiểu là 30 mm (xem Điều 6) và lớn hơn, nếu cần, để đảm bảo rằng hạt lớn hơn không bị loại khỏi mẫu đơn.
Khi lấy mẫu đơn mảnh lớn và cứng của nhiên liệu hoặc đá phải đảm bảo không bị đẩy dạt về một phía. Không được để nhiên liệu ướt dính vào dụng cụ lấy mẫu.
5.6 Nhiên liệu đang chuyển động
5.6.1 Băng tải ngừng
Một số phương pháp lấy mẫu có khuynh hướng lấy quá nhiều hạt lớn hoặc hạt nhỏ và vì thế có khả năng gây ra độ chệch. Phương pháp lấy mẫu đơn bằng cách lấy toàn bộ mẫu trên thiết diện ngang của băng tải ngừng chỉ là cách để đảm bảo rằng tất cả các hạt được lấy lại và vì thế mẫu không có độ chệch. Do đó, đây là phương pháp chuẩn cho mọi phương pháp khác dựa vào để kiểm tra. Đây là phương pháp lý tưởng nhất để lấy mẫu. Tuy nhiên, trong hầu hết các trường hợp điều đó không khả thi cho một thao tác lấy mẫu chuẩn. Mẫu đơn phải được lấy từ toàn bộ chiều rộng và chiều dày của dòng nhiên liệu khi có chất tải bình thường tại điểm lấy mẫu.
Nếu không khả thi để bố trí định kỳ ngừng băng tải, mẫu đơn có thể được lấy từ toàn bộ thiết diện ngang của dòng. Phải có biện pháp an toàn để ngăn ngừa băng tải đang ngừng bị vận hành đột ngột.
Mẫu đơn trên băng tải ngừng phải được lấy bằng khung lấy mẫu (xem 6.2.7), hoặc tương đương, từ toàn bộ thiết diện ngang của nhiên liệu trên băng tải tại vị trí cố định.
Chiều rộng của toàn bộ thiết diện phải ít nhất bằng ba lần kích thước danh nghĩa lớn nhất của nhiên liệu lấy mẫu, với kích thước tối thiểu là 30 mm. Khung phải đặt trên băng tải tĩnh sao cho nó tiếp xúc với toàn bộ chiều rộng của băng tải.
Các hạt bị dụng cụ lấy mẫu đè lên phía bên trái phải được đẩy vào mẫu đơn trong khi các hạt bị dụng cụ lấy mẫu đè lên phía bên phải phải được đẩy khỏi mẫu đơn hoặc ngược lại. Bất cứ thói quen nào được sử dụng ban đầu, thói quen đó phải được sử dụng trong suốt phép thử.
Tất cả các mảnh nhiên liệu nằm trên băng tải trong phạm vi khung phải được quét vào hộp chứa mẫu. Không được để hao hụt phần mẫu đơn trong quá trình lấy mẫu. Không cho phép nhiên liệu ẩm dính vào khung lấy mẫu, nhưng không được đốt nóng khung để nhiên liệu không dính vào.
5.6.2 Dòng nhiên liệu từ trên xuống
Lấy mẫu từ điểm chuyển tiếp của dòng chuyển động liên tục.
Người lấy mẫu phải có thể với tới toàn bộ thiết diện ngang của dòng nhiên liệu một cách an toàn và thực hiện lấy mẫu không phải cố gắng quá sức. Phương pháp này không áp dụng đối với hệ thống có năng suất khoảng 100 t/h và lớn hơn.
Có thể lấy các mẫu đơn từ dòng nhiên liệu từ trên xuống bằng dụng cụ lấy mẫu có thể chuyển động ngang qua chiều rộng dòng nhiên liệu với tốc độ không đổi, nhỏ hơn 0,6 m/s. Độ mở của dụng cụ lấy mẫu phải ít nhất bằng ba lần kích thước danh nghĩa lớn nhất của nhiên liệu, có chiều rộng tối thiểu là 30 mm (xem Điều 6) và lớn hơn, nếu cần, để đảm bảo rằng hạt lớn không bị loại ra khỏi mẫu đơn.
Dụng cụ lấy mẫu phải đi ngang qua toàn bộ thiết diện ngang của dòng nhiên liệu. Nhiên liệu ở gần phía ngoài phải đại diện phù hợp và nếu vị trí lấy có loại nhiên liệu khác nhau hoặc phân bố cỡ hạt khác nhau, chúng phải có đại diện phù hợp.
Điều này có thể thực hiện được bằng cách đưa ngang dụng cụ lấy mẫu qua dòng nhiên liệu từ phải sang trái hoặc ngược lại, hoặc bằng cách xoay ngược dụng cụ lấy mẫu đưa ngang trở về dòng nhiên liệu rồi lấy ra. Cách khác, dụng cụ lấy mẫu có thể được đổ đầy khi đưa ngang từ phía trước ra phía sau, với điều kiện là nó có thể lấy ra khỏi dòng, ví dụ bằng cách di chuyển sang bên.
Có thể cần phải hỗ trợ điều khiển dụng cụ lấy mẫu ngang từ bên này sang bên kia bằng một thanh ngang khi nó đưa ngang qua dòng nhiên liệu từ trên xuống hoặc để dựng đứng trên một giá kê đặc biệt và được chống phù hợp.
5.6.3 Băng tải đang chuyển động
Không nên lấy mẫu từ băng tải đang chuyển động.
5.6.4 Đống nhiên liệu (đổ đống/dỡ đống)
Lấy mẫu đống nhiên liệu phải tiến hành trong quá trình đổ đống hoặc dỡ đống. Không nên lấy mẫu ở đống tĩnh. Tuy nhiên, nếu chỉ có một lựa chọn, thì phải sử dụng quy trình trong Phụ lục B, nhưng các kết quả đơn thuần phản ánh về chất lượng của nhiên liệu.
Phải lấy các mẫu đơn trên bề mặt làm việc của đống nhiên liệu, từ thiết bị chất tải (xem 5.6.5) hoặc đơn giản từ việc chất tải rời rạc chuyển tới đống trước khi bị đẩy vào đống chính. Khi lấy mẫu đơn trên bề mặt làm việc, trên bề mặt phải đủ rắn chắc để chịu đựng an toàn trọng lượng của người và thiết bị.
Phải sử dụng ống xiên/mũi khoan thủ công hoặc xẻng để lấy mẫu đơn. Độ mở của ống xiên, mũi khoan hoặc xẻng phải ít nhất là ba lần kích thước danh nghĩa lớn nhất của nhiên liệu, tối thiểu là 30 mm (xem Điều 6) và lớn hơn, nếu cần, đối với xẻng để đảm bảo rằng mẫu đơn không đầy hoàn toàn xẻng. Không được sử dụng ống xiên và mũi khoan đối với nhiên liệu yêu cầu phân tích cỡ hạt. Các mẫu đơn phải đặt càng cách đều nhau càng tốt trên bề mặt làm việc hoặc mặt chất tải khi chất tải bằng gầu.
Gầu chất tải nếu cần cũng có thể được tháo ra để làm sạch bề mặt, và sau đó lấy mẫu nhiên liệu dọc theo chiều sau đống hoặc lấy mẫu từ nhiên liệu mới đổ trên bề mặt đống.
Khi lấy mẫu đơn, ống xiên/mũi khoan thủ công hoặc xẻng phải được cắm vuông góc với bề mặt của nhiên liệu sau khi đã gạt bỏ nhiên liệu ở lớp trên bề mặt. Cục lớn của nhiên liệu phải không được đẩy sang bên khi lấy mẫu đơn và mẫu đơn không bị hao hụt khi rút xẻng khỏi bề mặt. Ống xiên/mũi khoan chỉ được sử dụng đối với nhiên liệu có cỡ hạt đến khoảng 25 mm. Toàn bộ cột nhiên liệu phải được lấy như vậy để mẫu đơn đã lấy là đại diện.
5.6.5 Máy xúc/thiết bị chất tải
Khi nhiên liệu được giao nhận bằng máy xúc hoặc thiết bị chất tải, thì chỉ có thể lấy mẫu đơn từ máy xúc hoặc thiết bị chất tải.
Điều quan trọng là người lấy mẫu đơn phải kết hợp tốt với người vận hành máy xúc hoặc người điều khiển thiết bị chất tải.
Phải sử dụng ống xiên/mũi khoan thủ công hoặc xẻng. Độ mở của ống xiên, mũi khoan hoặc xẻng phải ít nhất là ba lần kích thước danh nghĩa lớn nhất của nhiên liệu, tối thiểu là 30 mm (xem Điều 6) và lớn hơn, nếu cần, đối với xẻng để đảm bảo rằng các hạt lớn không bị loại trừ khỏi mẫu đơn. Không được sử dụng ống xiên và mũi khoan đối với nhiên liệu yêu cầu phân tích cỡ hạt. Các mẫu đơn được đặt càng cách đều càng tốt trên bề mặt làm việc hoặc trên bề mặt chất tải khi chất tải bằng máy xúc.
Với máy xúc hoặc chất tải lớn, mỗi lần xúc hoặc chất tải có thể phân chia thành các phần, chỉ một phần được lấy mẫu. Lấy mẫu liên tục máy xúc hoặc thiết bị chất tải, mỗi phần được lấy mẫu lần lượt.
Máy xúc và chất tải đã lựa chọn chất đầy nhiên liệu có thể được tháo ra để làm sạch bề mặt và sau đó nhiên liệu có thể được lấy mẫu hoặc bằng lấy mẫu suốt độ sâu hoặc lấy mẫu đơn từ nhiên liệu mới. Máy xúc hoặc chất tải phải lựa chọn đủ để đảm bảo có thể thu nhận số mẫu đơn yêu cầu.
Khi lấy mẫu đơn, ống xiên/mũi khoan thủ công hoặc xẻng phải được cắm vuông góc với bề mặt của nhiên liệu. Cục lớn của nhiên liệu phải không được cố ý đẩy sang bên khi lấy mẫu đơn và mẫu đơn không bị hao hụt khi rút xẻng khỏi bề mặt. Bởi vì khó cắm, nên ống xiên/mũi khoan chỉ được sử dụng đối với nhiên liệu có cỡ hạt đến khoảng 25 mm. Toàn bộ cột nhiên liệu phải được lấy như vậy để mẫu đơn đã lấy là đại diện.
5.6.6 Xà lan/xe tải/toa xe (chất tải/dỡ tải)
Lấy mẫu nhiên liệu trong quá trình chất tải hoặc dỡ tải dựa trên mẫu đơn lũy tiến từ một số điểm phân bố trên bề mặt nhiên liệu mới được đổ đống. Không được phép lấy mẫu trên bề mặt xà lan, xe tải hoặc toa xe đã chất đủ tải trước khi chúng được dỡ tải, do có thể bị phân tầng hoặc ảnh hưởng của thời tiết trong quá trình vận chuyển. Chỉ được phép lấy mẫu dọc theo chiều sâu khi dùng ống xiên (xem 6.2.4).
Lấy mẫu nhiên liệu trong xà lan phải dựa vào lấy mẫu đơn từ một số điểm phân bố trên các lớp khác nhau của nhiên liệu trong khoang, được lộ ra từng lúc do xà la được dỡ tải hoặc chất tải. Lấy mẫu phải thực hiện từ các lớp liên tiếp trong quá trình chất (dỡ) tải. Nếu không thể tới tất cả nhiên liệu trong khoang, mẫu có thể bị độ chệch trầm trọng. Được phép lấy mẫu trên bề mặt đỉnh của nhiên liệu trong xà lan, xe tải hoặc toa xe ngay sau khi chúng được chất tải, với điều kiện là việc chất tải các lớp nhiên liệu có chất lượng khác nhau không xảy ra tại chỗ.
Khi lấy mẫu đơn trên bề mặt làm việc, bề mặt phải đủ rắn chắc để chịu được khối lượng của người và thiết bị một cách an toàn.
Phải sử dụng ống xiên/mũi khoan hoặc xẻng để lấy mẫu đơn. Độ mở của ống xiên, mũi khoan hoặc xẻng phải ít nhất là ba lần kích thước danh nghĩa lớn nhất của nhiên liệu, tối thiểu là 30 mm (xem Điều 6) và lớn hơn, nếu cần, đối với xẻng để đảm bảo rằng các hạt lớn không bị loại trừ khỏi mẫu đơn. Không được sử dụng ống xiên và mũi khoan đối với nhiên liệu yêu cầu phân tích cỡ hạt.
Các mẫu đơn phải đặt càng cách đều nhau càng tốt trên bề mặt. Điều quan trọng phải lưu ý là sự phân tầng trong quá trình chất/dỡ tải thường dẫn đến sự tích lũy của các cục, ví dụ gần một hoặc nhiều thành của khoang phụ thuộc vào hệ thống chất/dỡ tải.
Khi lấy mẫu đơn, ống xiên/mũi khoan thủ công hoặc xẻng phải được cắm vuông góc với bề mặt của nhiên liệu sau khi đã gạt bỏ nhiên liệu ở lớp bề mặt trên. Cục lớn của nhiên liệu không được cố ý đẩy sang bên khi lấy mẫu đơn và mẫu đơn không bị hao hụt khi rút xẻng khỏi bề mặt. Bởi vì khó cắm, nên ống xiên/mũi khoan chỉ được sử dụng đối với nhiên liệu có cỡ hạt đến khoảng 25 mm. Toàn bộ cột nhiên liệu phải được lấy như vậy để mẫu đơn đã lấy là đại diện.
5.7 Mẫu ẩm/mẫu chung
Mẫu ẩm là mẫu lấy riêng cho mục đích xác định độ ẩm toàn phần. Mẫu chung là mẫu tập hợp cho nhiều mục đích sử dụng dự kiến. Mẫu vật lý là mẫu lấy riêng để xác định các đặc trưng vật lý, ví dụ các chỉ số độ bền vật lý hoặc phân tích cỡ hạt.
Khi mẫu ẩm được lấy từ một mẫu chung, số mẫu đơn ban đầu đã lấy phải là số yêu cầu đối với tro hoặc ẩm, lấy số nào lớn hơn. Số mẫu đơn chỉ được tăng lên khi nếu không đủ nhiên liệu để phân tích tro và/hoặc mẫu sử dụng cho các dự kiến khác sau khi lấy mẫu ẩm. Do vậy, khi cần thì phải tăng số mẫu đơn, và các khoảng lấy mẫu phải giảm đi.
Có thể tạo các tình huống cần thiết hoặc thuận tiện để lấy các mẫu riêng lẻ để xác định độ ẩm toàn phần và/hoặc cho các sử dụng dự kiến khác: ví dụ, một mẫu ẩm riêng khi nhiên liệu là rất ướt/nhìn thấy ướt.
Khi lấy mẫu ẩm phải xem xét các điểm bổ sung sau đây.
a) Nhiên liệu lưu kho, nhiên liệu đã tuyển, ..v.v.. hao hụt nước dần dần bởi hệ thống thoát tới khi đạt được cân bằng.
b) Nếu trong lô có ẩm tự do, ẩm lắng xuống phía đáy nên có sự tăng đều đặn về hàm lượng ẩm xảy ra theo chiều tăng độ sâu của nhiên liệu.
c) Có thể cần thiết, khi lấy mẫu để xác định độ ẩm từ các lô qua thời kỳ dài, phải hạn chế thời gian để mẫu chờ.
Trong tất cả các điều kiện này, ưu tiên cho mẫu đơn đã được lấy trong các lô nhỏ tương ứng cho các mức độ khác nhau hoặc các thời kỳ hạn chế.
5.8 Nhiên liệu khác nhau
Nếu lô đã biết gồm các nhiên liệu khác nhau đã chất đống/đặt ở các vùng riêng lẻ của toàn lô thì phải lấy mẫu, chuẩn bị và phân tích riêng cho từng vùng đó (được đề cập ở các sơ đồ lấy mẫu riêng) và sơ đồ lấy mẫu được lập phù hợp cho loại than có biến đổi nhiều nhất.
Mỗi vùng sẽ là ít nhất một mẫu lô nhỏ. Số lô nhỏ và số mẫu đơn phải được tính toán theo 4.5.
Nếu thiếu các thông tin về lô thì lấy mẫu riêng theo chất lượng hoặc nguồn nhiên liệu khác nhau, hoặc nếu chúng không được nhận dạng riêng hoặc xếp riêng thì phải chia lô thành một số lô nhỏ. Mỗi lô nhỏ phải được chuẩn bị và phân tích riêng. Các giá trị đặc trưng của mỗi lô nhỏ phải được báo cáo. Nếu cần, đối với một số thông số có thể tìm giá trị trung bình, giá trị đặc trưng của toàn lô có thể nhận được bằng cách lấy trung bình trọng số của các giá trị lô nhỏ.
Nên lấy mẫu và phân tích riêng các nhiên liệu có chất lượng khác nhau, hoặc nhiên liệu từ các nguồn khác nhau, ngay tại chỗ trước khi trộn đều.
5.9 Lựa chọn ngẫu nhiên các mẫu đơn
Tất cả các vùng có thể lấy mẫu (máy xúc, thiết bị chất tải, xà lan, khoang xà lan, hoặc các phần của xà lan, xe tải, toa xe hoặc đống nhiên liệu khi lấy mẫu trên bề mặt ngang) phải được nhận biết và gắn số. Các vùng được lấy mẫu phải được lựa chọn bằng một trong các phương pháp sau.
a) Thiết lập một số ngẫu nhiên cho mỗi mẫu đơn từ tập hợp các mẫu tương ứng đã nhận dạng, trong tổng thể hoặc
b) Trang bị một bộ đĩa gắn số, mỗi đĩa tương ứng với một vùng lấy mẫu, sau đó tiếp diễn như sau.
1) Khi lấy mẫu máy xúc, thiết bị chất tải, xà lan hoặc khoang xà lan, xe tải hoặc toa xe (các đơn vị) đặt các đĩa lên một bao rồi rút đủ số đĩa khỏi bao đó trùng khớp với tổng số được lấy mẫu. Gắn các đĩa đã lựa chọn lên bảng và các đơn vị mẫu này tương ứng với số trên đĩa đã chọn.
2) Khi các vùng lấy mẫu lựa chọn trong phạm vi đơn vị hoặc trong đống nhiên liệu (xem Hình 1), để lấy mẫu từ mặt ngang, đặt đĩa trong một bao kín vào điểm lấy mẫu và đưa ra một biểu đồ trên bảng cố định chỉ rõ các vị trí mặt cắt ngang dòng nhiên liệu. Lấy mẫu đơn vị lựa chọn đầu tiên hoặc lớp ngang đầu tiên của đống nhiên liệu, rút các đĩa có thể từ bao trùng khớp với tổng số mẫu đơn lấy từ đơn vị đó hoặc lớp đó và lấy mẫu đơn từ các vùng này tương ứng với số đĩa đã chọn. Sau khi sử dụng đặt các đĩa này vào bao thứ hai. Đối với đơn vị hoặc lớp thứ hai, theo cùng quy trình bằng cách rút các đĩa còn lại trong bao thứ nhất. Tiếp tục quá trình này đối với các đơn vị hoặc lớp kế tiếp cho đến khi tất cả các đĩa được sử dụng và khi sự trao đổi của các bao kết thúc, các đĩa này được lấy ra từ bao thứ hai và đặt vào bao thứ nhất.
Quy trình này cũng có thể sử dụng để chọn các đơn vị lấy mẫu, khi một số đơn vị được lấy mẫu còn các đơn vị khác thì không. Ví dụ, dựa vào 50 đơn vị được lấy mẫu từ lô 100. Một bộ đĩa được gắn số từ 1 đến 100 được đặt vào trong một bao và người lấy mẫu lấy ra từ bao 50 đĩa đã gắn số. Có thể treo các đĩa đã chọn vào móc của một bảng và trong trường hợp một loạt đơn vị khác nhau (ví dụ toa xe), đơn vị này có thể dùng phấn để đánh số từng loạt chuyển qua. Trong trường hợp lấy mẫu từ máy xúc, phải ước lượng tổng số thể tích gầu và phải đếm từng gầu. Các đơn vị tương ứng với số đã được lấy mẫu.
|
1 |
4 |
7 |
10 |
13 |
16 |
19 |
22 |
|
2 |
5 |
8 |
11 |
14 |
17 |
20 |
23 |
|
3 |
6 |
9 |
12 |
15 |
18 |
21 |
24 |
Hình 1 – Ví dụ vùng lấy mẫu trong phạm vi một hoặc một lớp ngang của đống nhiên liệu
CHÚ THÍCH: Quy trình này đảm bảo thứ tự các vùng để lấy mẫu đơn luôn luôn khác nhau.
6. Dụng cụ lấy mẫu
6.1 Quy định chung
Điều 6 mô tả thiết bị (thiết bị/dụng cụ) để lấy mẫu đơn và thiết bị để chia mẫu. Những thiết bị này dùng để lấy các mẫu đại diện, phải thỏa mãn đầy đủ các yêu cầu sau:
a) Chiều rộng của dụng cụ lấy mẫu xác định khối lượng tối thiểu của mẫu đơn phải thỏa mãn điều kiện nêu trong phương trình (20) với giả thiết là kích thước tối thiểu là 30 mm:
W ³ 3D (20)
trong đó
W là chiều rộng tối thiểu của thiết diện ngang, chiều rộng của miệng dụng cụ lấy mẫu, tính bằng milimét;
D là kích thước danh nghĩa lớn nhất của nhiên liệu, tính bằng milimét.
b) Dung tích của dụng cụ phải sao cho trong quá trình lấy một mẫu đơn, không bị quá đầy và có thể chứa ít nhất khối lượng yêu cầu của mẫu đơn (xem 4.4.9).
c) Chiều rộng độ mở cổng vào của dụng cụ phải ít nhất bằng ba lần kích thước danh nghĩa lớn nhất của nhiên liệu hoặc là 30 mm, lấy giá trị nào lớn hơn.
d) Nếu dụng cụ được dùng cho dòng chảy xuống, chiều dài của độ mở cổng vào phải đảm bảo chắn được toàn bộ chiều rộng của dòng.
e) Các hạt nhiên liệu hoặc đá lớn và cứng hoặc phiến sét phải không bị đẩy sang bên trong quá trình lấy mẫu đơn.
f) Không được để hao hụt nhiên liệu khỏi dụng cụ trong quá trình lấy và xử lý mẫu đơn.
g) Phải giảm thiểu nhiên liệu ướt bám dính vào dụng cụ.
Các ví dụ về dụng cụ để lấy mẫu đơn là: môi, xẻng/muỗng, ống xiên, mũi khoan, dụng cụ cắt dòng thủ công, khung lấy mẫu (xem Hình 2).
6.2 Các ví dụ
6.2.1 Môi
Môi (xem Hình 2.a) là một hộp hoặc thùng chứa để lấy mẫu đơn từ dòng nhiên liệu rơi xuống. Môi không phù hợp để lấy mẫu trong khâu vận hành bất kỳ có thể xảy ra tràn khỏi dụng cụ lấy mẫu.
Môi hoặc muỗng được làm bằng thép không gỉ để tránh sự bám dính mẫu.
6.2.2 Xẻng
Sơ đồ thiết kế xẻng phù hợp được nêu ở Hình 2.b. Xẻng được làm bằng thép lá dày khoảng 2,5 mm và phải có chiều dài tay cầm phù hợp.
6.2.3 Muỗng
Sơ đồ thiết kế muỗng được nêu ở Hình 2.c và 2.d). Muỗng được làm bằng thép lá dày khoảng 2,5 mm và phải có chiều dài tay cầm phù hợp.
Muỗng được dùng cho phương pháp đổ đống hình đĩa (xem Hình 8) phải có đáy phẳng và chiều rộng cổng vào phải ít nhất là bằng ba lần kích thước danh nghĩa lớn nhất của nhiên liệu. Các thành bên phải cao hơn chiều cao của đống và chiều sâu phải đủ để lấy được khối lượng yêu cầu của mẫu đơn.
6.2.4 Ống xiên
Ống xiên làm thành dạng ống được lồng thẳng đứng hoặc vuông góc với nhiên liệu. Xiên vào nhiên liệu đôi khi rất khó và phải trút hết khi tháo ra.
Ống xiên được sử dụng để lấy mẫu nhiên liệu có kích thước danh nghĩa lớn nhất đến 25 mm.
Ba bản thiết kế được mô tả:
– Hình 2 e) Ống xiên gồm hai nửa ống được thiết kế để đẩy trượt lên nhau tạo thành ống trụ kín. Có thể sử dụng ống xiên này với chiều dài khác nhau đến 3,5m; ống xiên dài dễ sử dụng nhất đối với nhiên liệu có kích thước danh nghĩa lớn nhất đến 15 mm.
– Hình 2 f) Ống xiên gồm một ống trụ vuốt thon nhẹ và có kẽ hở dọc trục để giữ chặt nhiên liệu trong ống. Sử dụng tay cầm, có thể xoay ống để ống có thể cắm vào nhiên liệu. Ống có thể bất tiện tháo dỡ và làm sạch.
– Hình 2 g) Ống xiên gồm một máng, hai cạnh máng có rãnh khía và một tấm có thể trượt dọc rãnh. Máng được lồng mở, tấm được lồng dọc rãnh.
6.2.5 Mũi khoan
Mũi khoan (xem Hình 2 h) gồm một lưỡi xoắn lắp trên tay quay. Mũi khoan đi vào nhiên liệu bằng chuyển động xoay.
Mũi khoan được sử dụng để lấy mẫu nhiên liệu có kích thước danh nghĩa lớn nhất đến 25 mm.
6.2.6 Dụng cụ cắt dòng thủ công
Dụng cụ cắt dòng thủ công (xem Hình 2i) là dụng cụ lấy mẫu có thể chuyển động qua dòng nhiên liệu từ trên xuống, bằng thủ công hoặc trợ giúp cơ khí. Dụng cụ cắt dòng thủ công không phù hợp để lấy mẫu trong khâu vận hành bất kỳ có xảy ra tràn khỏi dụng cụ lấy mẫu.
6.2.7 Khung lấy mẫu trên băng tải ngừng
Khung lấy mẫu trên băng tải ngừng (xem Hình 2j) là một khung cạnh bên song song dùng để lấy mẫu đơn trên băng tải ngừng hoặc để trộn đều hoặc tách đôi các mẫu đơn. Chiều rộng của khung ít nhất phải bằng ba lần kích thước danh nghĩa lớn nhất của nhiên liệu, tối thiểu là 30 mm. Khung phải được cắm vào nhiên liệu cho đến khi nó được tiếp xúc với phía bên kia của băng suốt chiều rộng và lấy được mẫu đơn bằng cách quét toàn bộ nhiên liệu nằm giữa hai cạnh khung.
Kích thước tính bằng milimét, ngoại trừ các quy định khác

a) Môi để lấy mẫu nhiên liệu hạt nhỏ đến 25 mm
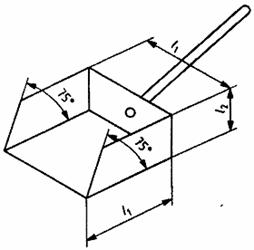
b) Xẻng
Hình 2 – Các ví dụ dụng cụ lấy mẫu
Kích thước tính bằng milimét
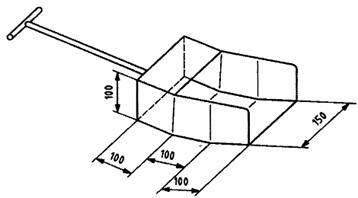
c) Muỗng, kích thước phù hợp đối với than kích thước trên 50 mm

d) Muỗng
Hình 2 (tiếp theo)
Kích thước tính bằng milimét

CHÚ DẪN
1) móc để tháo tải
e) Ống xiên
Hình 2 (tiếp theo)
Kích thước tính bằng milimét
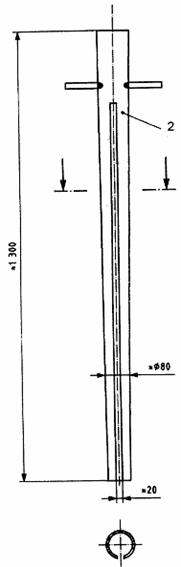
CHÚ DẪN
2) ống vuốt thon nhẹ
f) Ống xiên
Hình 2 (tiếp theo)
Kích thước tính bằng milimét
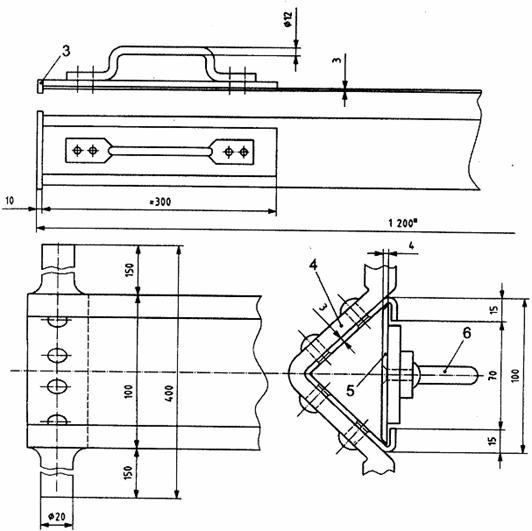
CHÚ DẪN
3) tấm gia cường tác dụng hãm
4) quai đỡ thân ống
5) tấm
6) tay cầm
a Chiều dài thân ống xiên
g) Ống xiên
Hình 2 (tiếp theo)
Kích thước tính bằng milimét
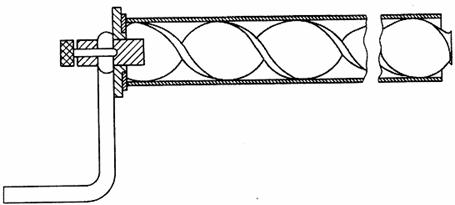
h) Mũi khoan
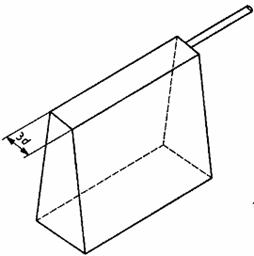
d kích thước danh nghĩa lớn nhất của nhiên liệu
i) Dụng cụ thủ công

j) Khung lấy mẫu
Hình 2 (kết thúc)
7. Xử lý và bảo quản mẫu
7.1 Cỡ mẫu
Cỡ mẫu được xử lý và bảo quản phù hợp với khối lượng tối thiểu và liên quan với kích thước danh nghĩa lớn nhất nêu trong tiêu chuẩn này (xem Bảng 3)
7.2 Thời gian
Mẫu đơn hoặc các mẫu đơn đã phân chia phải được đặt càng nhanh càng tốt vào thùng chứa có nắp kín khít và các nắp phải được đậy lại ngay sau khi mỗi mẫu đơn được đổ vào.
Mẫu thử phải được giữ sẵn sàng để dùng dưới sự giám sát tốt theo thời gian đã thỏa thuận sau khi đưa ra báo cáo lấy mẫu chính thức cuối cùng (xem Điều 9). Có loại nhiên liệu không được bảo quản trong thời gian dài.
7.3 Mẫu phân chia
Mẫu đơn hoặc các mẫu đơn đã phân chia từ mỗi lô nhỏ phải được đặt trong một thùng riêng hoặc bộ thùng. Nếu có yêu cầu mẫu lặp, phải cung cấp thùng riêng hoặc bộ thùng cho từng mẫu lặp.
7.4 Thùng chứa
Thùng chứa (xem Hình 3 làm ví dụ) dùng cho mẫu ẩm hoặc mẫu chung phải kín nước và làm bằng vật liệu không thấm nước không rỉ, đủ bền, có nắp kín khít. Thùng làm bằng kim loại hoặc chất dẻo là phù hợp.
Nếu yêu cầu mẫu chung hoặc mẫu ẩm, thùng chứa mẫu phải không thấm nước và hơi nước, có đủ độ bền cơ để đảm bảo tính toàn vẹn của mẫu không bị hư hỏng trong quá trình di dời và vận chuyển.
Nếu yêu cầu mẫu thử chung, thùng chứa mẫu này phải được bảo vệ chống nhiễm bẩn và hao hụt vật liệu mẫu, nhưng chúng không yêu cầu phải hoàn toàn không thấm nước hoặc hơi nước.
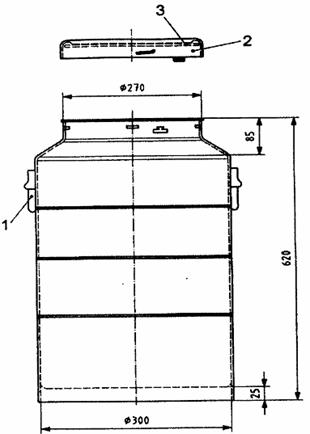
CHÚ DẪN
1) quai
2) nắp
3) đệm cao su
Hình 3 – Ví dụ thùng chứa mẫu
7.5 Hao hụt ẩm, nứt vỡ hoặc giảm phẩm chất
Nếu mẫu để thử nghiệm vật lý, thùng chứa phải bảo đảm không bị hao hụt vật liệu mẫu, không cần phải hoàn toàn không thấm nước hoặc hơi nước. Những mẫu này phải được xử lý cẩn thận trong tất cả các giai đoạn và trong mọi hoàn cảnh để ngăn ngừa nứt vỡ và/hoặc giảm phẩm chất.
Mẫu chung và mẫu ẩm phải được giữ ở một vị trí mát trong suốt thời kỳ bảo quản, thích hợp là tại nhiệt độ không cao hơn khi lấy mẫu, và độ ẩm phải xác định càng nhanh càng tốt sau khi lấy mẫu.
7.6 Nhận dạng/ghi nhãn
Mẫu trong mỗi thùng chứa phải được nhận dạng đầy đủ và bền.
Với mục đích này, thùng chứa phải có hai thẻ không thấm nước, mỗi thẻ ghi thông tin nhận biết của mẫu bằng loại mực không thấm nước, một thẻ đặt bên ngoài thùng và một đặt bên trong thùng, nếu sử dụng túi nhựa thì thẻ phải đặt phía trong túi.
CHÚ THÍCH Có tình huống cần thùng chứa mẫu phải làm kín hoàn toàn, ví dụ bằng sáp, chì hoặc băng.
Các thông tin nêu trong Điều 9 được nêu trên nhãn/thẻ hoặc tài liệu kèm theo.
8. Chuẩn bị mẫu
8.1 Quy định chung
Điều 8 mô tả chuẩn bị mẫu than và cốc lấy từ việc hợp nhất các mẫu đơn ban đầu để gia công mẫu cho các phép thử riêng. Về sai số chuẩn bị mẫu, xem 4.4.
8.2 Thiết lập một mẫu
Ví dụ thiết lập mẫu nêu ở Hình 4.
Các mẫu đơn riêng lẻ thường được hợp nhất để tạo thành một mẫu. Một mẫu có thể được thiết lập bằng cách kết hợp các mẫu đơn lấy từ một lô nhỏ toàn phần hoặc bằng cách kết hợp các mẫu đơn lấy từ các phần riêng lẻ của một lô nhỏ. Trong một số tình huống, ví dụ phân tích cỡ hạt, mẫu gồm một mẫu đơn được chuẩn bị và được thử.
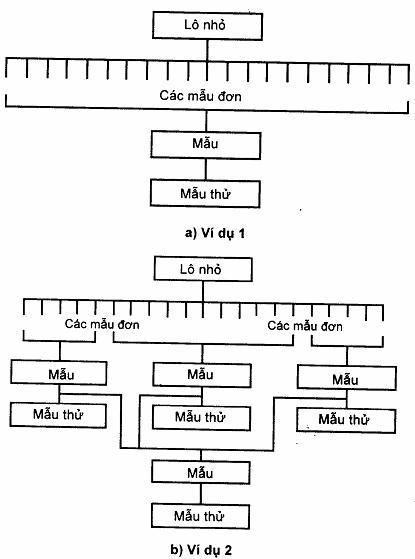
Hình 4 – Ví dụ thiết lập các mẫu thử
Khi hợp nhất các mẫu, khối lượng của mẫu riêng lẻ phải tỷ lệ thuận với khối lượng nhiên liệu đã lấy mẫu để thu được giá trị trung bình khối lượng về đặc trưng chất lượng của lô nhỏ. Trước khi kết hợp việc phân chia phải theo tỷ lệ không đổi (xem 8.3).
8.3 Chia mẫu
8.3.1 Quy định chung
Có thể tiến hành phân chia mẫu bằng cơ giới hoặc thủ công. Nếu có thể, phương pháp cơ giới được ưu tiên hơn phương pháp thủ công để giảm thiểu sai số do con người. Các ví dụ phân chia mẫu được nêu trong Hình 5.a), 5b), và 6a) đến 6d).
Máy chia mẫu được thiết kế để lấy một hoặc nhiều phần nhiên liệu trong một số lần cắt khối lượng nhỏ liên quan. Nếu khối lượng nhỏ nhất của mẫu đã chia nhận được sau một lần chạy qua dụng cụ chia, lớn hơn khối lượng nhỏ nhất yêu cầu, thì tiếp tục chạy qua máy chia đó hoặc lần lượt chạy qua máy chia tiếp theo.
Nhiên liệu ẩm ướt có thể không tự chạy qua hoặc có thể dính vào bề mặt bộ phận chia mẫu. Khi đó, có thể cần phải sấy khô-không khí như mô tả trong 8.6 trước khi thực hiện phân chia mẫu.
Phân chia thủ công thường áp dụng khi phương pháp cơ giới có thể làm mất tính nguyên vẹn, ví dụ hao hụt độ ẩm hoặc suy giảm cỡ hạt. Phân chia thủ công cũng áp dụng khi kích thước danh nghĩa của nhiên liệu lớn không thể sử dụng bộ phận chia cơ giới được. Phương pháp thủ công có thể gây ra độ chệch đáng kể nếu khối lượng nhiên liệu đưa phân chia lớn.
Ví dụ về thiết bị để phân chia mẫu là máng và máy chia kiểu quay.
8.3.2 Máng phân chia
Máng phân chia (xem Hình 5 a và 5 b) là bộ chia mẫu, cho mẫu qua một lần và mẫu được chia thành hai nửa, một nửa giữ lại và một nửa thường bị loại bỏ. Dụng cụ này di chuyển bình thường, để phân chia mẫu thường cấp liệu thủ công, nhiên liệu được phân bố bằng nhau dọc chiều dài của nó. Gần kề máng đối diện phía cấp liệu là thùng tiếp nhận.
CHÚ THÍCH Máng phân chia kín được lắp với một cổng cấp liệu cho phép đặt cấp liệu đều đặn trước khi mở các máng.
Chiều rộng của máng ít nhất phải bằng hai lần kích thước danh nghĩa lớn nhất. Mỗi nửa của máng phân chia phải có cùng số máng, ít nhất phải là tám máng và càng nhiều máng càng tốt. Tất cả các bề măt mà nhiên liệu có thể ngừng phải có độ nghiêng ít nhất là 60o so với mặt ngang.
Nhiên liệu được rơi đều vào trong máng phân chia, đảm bảo chúng được phân bố đều trên tất cả các máng. Nhiên liệu được rơi tự do, tức là không dồn về một phía của máng chia, và tốc độ cấp liệu phải kiểm soát được sao cho máng không bị tắc.
Khi giai đoạn phân chia mẫu yêu cầu hai hoặc nhiều bước hoặc lần chia, mẫu giữ lại tại mỗi bước phải được lấy tuần tự từ mỗi bên của máng phân chia.
8.3.3 Dụng cụ chia mẫu kiểu quay
Hình 6 a) đến 6 d) minh họa ví dụ về dụng cụ chia mẫu kiểu quay.
|
|
|
|
a) Kiểu hở |
b) Kiểu kín |
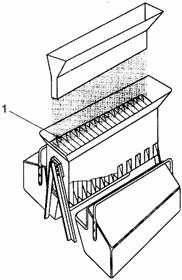
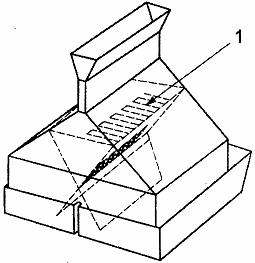
CHÚ DẪN
1) số máng bằng nhau
Hình 5 – Ví dụ máng phân chia
|
|
|
|
a) kiểu đĩa quay |
b) kiểu côn quay |
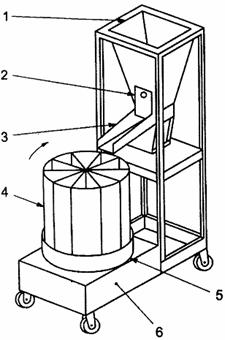

CHÚ DẪN
1) phễu cấp liệu
2) ván trượt
3) cấp liệu rung
4) hộp có thể tháo
5) bàn quay
Hình 6 – Ví dụ dụng cụ chia mẫu kiểu quay
|
|
|
|
c) kiểu thùng chứa |
d) kiểu máng quay |

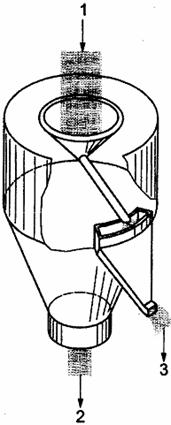
CHÚ DẪN
1) phễu cấp liệu
2) ván trượt
3) cấp liệu rung
4) hộp có thể tháo
5) bàn quay
6) drive (enclose)
Hình 6 – Ví dụ dụng cụ chia mẫu kiểu quay (kết thúc)
8.3.4 Phương pháp cơ giới
8.3.4.1 Quy định chung
Chia mẫu cơ giới có thể tiến hành trên một mẫu đơn riêng lẻ, nhiều mẫu đơn hoặc một mẫu đã được đập nhỏ, nếu cần có thể chuẩn bị đến kích thước danh nghĩa lớn nhất phù hợp. Việc phân chia phải theo khối lượng cố định hoặc theo tỷ lệ cố định.
Người sử dụng mẫu đặt yêu cầu về số lượng, khối lượng và phân bố cỡ hạt của mẫu thử phải tính đến khi quyết định khối lượng tối thiểu của mẫu.
CHÚ THÍCH 1 Các quy trình đã mô tả để giản lược theo tỷ lệ cố định là đơn giản nhất để thực hiện. Có thể áp dụng quy trình khác, tuy nhiên với điều kiện là khối lượng của mẫu phân chia phải tỷ lệ với khối lượng của cấp liệu. Ví dụ, số lượng lần cắt có thể giữ không đổi bằng cách thực hiện tốc độ cấp liệu của mỗi lần phân chia tỷ lệ với khối lượng của nhiên liệu được phân chia.
Các lần cắt phải cho khối lượng đồng đều trong suốt quá trình phân chia. Để đạt được điều này, dòng nhiên liệu vào máy phân chia phải đồng đều và độ mở của dụng cụ cắt dòng phải không thay đổi. Phương pháp cấp liệu cho máy phân chia phải được thiết kế để giảm thiểu sự phân tầng do máy phân chia gây ra.
Độ mở của dụng cụ cắt dòng ít nhất phải bằng ba lần kích thước danh nghĩa lớn nhất của nhiên liệu đem phân chia.
Dụng cụ phân chia phải
a) có đủ thể tích để giữ trọn vẹn hoặc để chuyển toàn bộ mẫu không hao hụt hoặc đổ vãi.
b) không gây độ chệch, ví dụ bằng cách lấy (hoặc thải loại) có lựa chọn trên cơ sở cỡ hạt hoặc hao hụt do ẩm,
CHÚ THÍCH 2 Để tránh hao hụt ẩm, trong một số tình huống có thể cần bộ phân chia kín hoàn toàn.
c) sử dụng phương pháp cấp liệu giảm thiểu sự phân tầng của nhiên liệu.
d) cung cấp dòng đồng đều có kiểm soát vào thiết bị tại mỗi giai đoạn phân chia.
Để giảm thiểu độ chệch, lần cắt đầu tiên cho mỗi khối lượng được phân chia phải thực hiện ngẫu nhiên trong phạm vi khoảng cắt thứ nhất. Đối với bộ phân chia thứ hai và thứ ba, chu kỳ thời gian không được chia đều thành chu kỳ thời gian của gáo cắt trước đó.
Để phân chia theo khối lượng cố định, khoảng giữa những lần cắt mẫu phải tỷ lệ khác nhau cho khối lượng nhiên liệu được phân chia, sao cho nhận được mẫu phân chia có khối lượng hoàn toàn đồng đều. Khối lượng phải được cố định đối với toàn bộ lô nhỏ.
Để phân chia theo tỷ lệ cố định, khoảng giữa những lần cắt mẫu phải không thay đổi bất chấp những thay đổi của khối lượng nhiên liệu đưa phân chia, sao cho khối lượng mẫu phân chia tỷ lệ với khối lượng cấp liệu. Tỷ lệ phải được cố định đối với toàn bộ lô nhỏ.
8.3.4.2 Phân chia mẫu đơn riêng lẻ
Phải xác định số lần cắt để phân chia một mẫu đơn như sau.
a) Đối với phân chia theo khối lượng cố định, số lượng tối thiểu của các lần cắt để phân chia mẫu đơn ban đầu phải là bốn. Một số bằng nhau của các lần cắt phải được lấy từ mỗi mẫu đơn trong lô nhỏ.
b) Đối với phân chia theo tỷ lệ cố định, số lượng tối thiểu của các lần cắt để phân chia một mẫu đơn ban đầu khối lượng trung bình phải là bốn.
c) Đối với phân chia tiếp theo của các mẫu đơn riêng lẻ ban đầu đã phân chia, lấy tối thiểu một lần cắt từ mỗi lần cắt của phân chia trước đó.
Các ví dụ quy trình để phân chia các mẫu đơn riêng lẻ và phân chia mẫu tiếp theo được nêu trong Hình 7.
Trị số khối lượng tối thiểu của mẫu (mẫu ban đầu cũng như sau khi phân chia) được nêu trong Bảng 3 (xem 4.4.10).
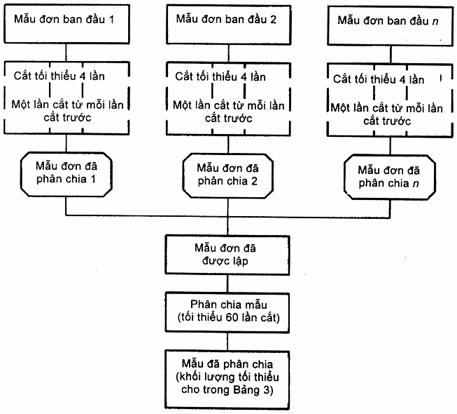
a) Ví dụ chia mẫu đơn riêng lẻ (số lần cắt tối thiểu)
Hình 7 – Ví dụ các quy trình để phân chia mẫu đơn và mẫu
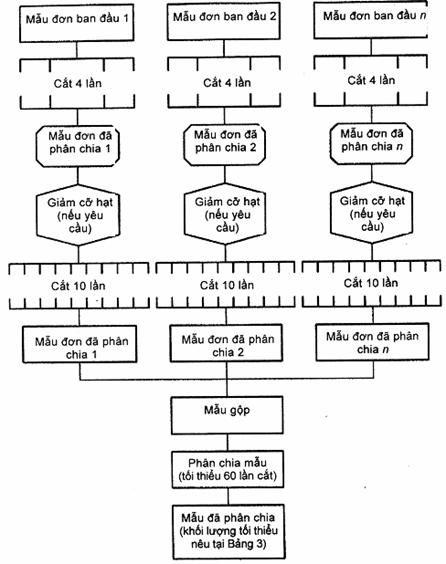
b) Ví dụ phân chia mẫu đơn riêng lẻ hai giai đoạn
Hình 7 – Ví dụ các quy trình để phân chia mẫu đơn và mẫu (kết thúc)
8.3.4.3 Phân chia mẫu
Mẫu đã được gộp từ tất cả các mẫu đơn hoặc các mẫu đơn đã phân chia và được phân chia bằng cách lấy một lượng tối thiểu của 60 lần cắt.
Nếu trong quá trình chuẩn bị, mẫu được trộn kỹ và có thể xác minh rằng có thể đạt được độ chụm yêu cầu, thì có thể giảm số lần cắt đến còn 20. Nếu khối lượng là quá thấp thì có thể sử dụng phương pháp phân chia thủ công thay thế.
Đối với hầu hết các thông số, đặc biệt phép phân tích cỡ hạt và những phân tích liên quan cỡ hạt, độ chụm của kết quả bị hạn chế, có thể do mẫu không đại diện cho tất cả cỡ hạt trong khối nhiên liệu được lấy mẫu. Khối lượng tối thiểu yêu cầu nhận được sau khi phân chia không đảm bảo được độ chụm qui định, vì độ chụm phân chia cũng phụ thuộc vào số lần cắt trong quá trình phân chia (xem 8.3.4.2).
8.3.5 Phương pháp thủ công
8.3.5.1 Máng phân chia
Máng phân chia (xem Hình 5) là bộ chia mẫu, trong một lần cho mẫu qua, chia thành hai nửa, một nửa giữ lại và một nửa thường loại bỏ. Thông thường dụng cụ này là loại xách tay, và để phân chia mẫu thường phải cấp liệu thủ công, nhiên liệu được phân phối đều dọc chiều dài. Bên cạnh máng, đối diện phía cấp liệu là thùng tiếp nhận.
Để mô tả máng phân chia, xem 8.3.2.
8.3.5.2 Phương pháp tạo đống phẳng
Quy trình được minh họa trong Hình 8 như sau.
a) Mẫu được trộn kỹ và dải lên tấm trộn có bề mặt nhẵn không hấp thụ, không nhiễm bẩn thành hình chữ nhật có chiều dày đều. Chiều dày lớn nhất phải là ba lần kích thước danh nghĩa lớn nhất. Nếu khối lượng của nhiên liệu là lớn hơn thì có thể tạo thành đống 2 m x 2,5 m, phải tạo thành hai hoặc nhiều đống có khối lượng bằng nhau và lấy mẫu riêng lẻ từ từng đống.
Đối với nhiên liệu ướt, phải tránh trộn kỹ, có thể dẫn đến mất độ ẩm.
b) Đánh dấu các ô trên mẫu đã dải để tạo ra tối thiểu 4 x 5 phần bằng nhau. Mẫu đơn được lấy ngẫu nhiên từ mỗi phần bằng cách dùng xẻng có bản mỏng xúc tận đáy của ô lớp. Các mẫu đơn được hợp nhất thành một mẫu đã phân chia.
Các mẫu đơn phải có khối lượng đều. Khối lượng tối thiểu yêu cầu đối với mỗi kích thước danh nghĩa lớn nhất là khối lượng mẫu đã phân chia (xem Bảng 3) được phân chia bằng số phần của đống phẳng.
Xẻng phải có đáy phẳng và chiều rộng của lối vào ít nhất phải bằng ba lần kích thước danh nghĩa lớn nhất của nhiên liệu. Thành bên hông phải cao hơn chiều cao của đống và chiều sâu phải đủ để cho phép lấy được khối lượng yêu cầu của mẫu đơn.
Điều quan trọng là các thao tác này phải thực hiện nhanh để tránh hao hụt ẩm.
Khi lấy mẫu bằng xẻng phải có sự trợ giúp của bản mỏng, được cắm thẳng đứng xuyên qua đống phẳng tới khi tiếp xúc với lớp đáy của mẫu. Sau đó xẻng được cắm tới đáy của nhiên liệu rồi chuyển dịch theo phương ngang tới khi đầu mở của xẻng tiếp xúc với bản mỏng thẳng đứng. Xẻng và bản mỏng cùng được nhấc lên để đảm bảo tất cả các hạt đều được thu nhận không bị rơi xuống trong khi nhấc.
|
|
|
| a) Dải đều mẫu đã đập nhỏ thành đống hình chữ nhật có chiều dày tối đa bằng ba lần kích thước danh nghĩa lớn nhất | b) Dàn xếp thành 20 phần bằng nhau, ví dụ thành năm phần bằng nhau theo chiều dài và bốn phần bằng nhau theo chiều rộng |
|
|
 |
| c) Dùng xẻng lấy mẫu ngẫu nhiên từ mỗi một trong số 20 phần bằng cách cắm xẻng xuống đến lớp đáy của mẫu. Gộp 20 xẻng thành một mẫu đã phân chia | d) Chi tiết lấy một mẫu đơn bằng cách sử dụng bản mỏng như đã nêu trong c) |


Chú dẫn
1) Bản mỏng
Hình 8 – Phương pháp tạo đống phẳng
8.3.5.3 Phương pháp trộn tạo dải và chia cắt
Quy trình được minh họa trong Hình 9 như sau.
a) Mẫu nhiên liệu được đưa lên trên tấm trộn có bề mặt nhẵn, không hấp thụ, không nhiễm bẩn, định hình thành dải có chiều dài ít nhất bằng 10 lần chiều rộng, phân bố nhiên liệu dọc theo chiều dài dải càng đều càng tốt một cách ngẫu nhiên từ đầu nọ đến đầu kia và từ cả hai phía của dải. Sử dụng những tấm chặn đầu để đảm bảo hiện tượng phân tầng theo cỡ hạt chỉ xảy ra ở phần bên.
b) Các mẫu đơn phải lấy là toàn bộ thiết diện ngang của dải. Chiều rộng của mỗi thiết diện ngang phải không nhỏ hơn ba lần kích thước trên của nhiên liệu.
Dụng cụ riêng để cắt mẫu đơn có thể được thiết kế nếu cần thiết.
Thông thường yêu cầu 20 mẫu đơn. Có thể lấy mẫu đơn ít hơn, nhưng tối thiểu là 10, khi nhiên liệu cùng chất lượng được chuẩn bị định kỳ trong cùng điều kiện và điều đầu tiên là phải thiết lập các điều kiện để có thể nhận được độ chụm qui định (xem 4.4).
CHÚ THÍCH Bởi vì trộn đều theo chiều dọc đạt hiệu quả trong việc tạo dải, có thể đạt độ chụm như nhau với phương pháp tạo đống phẳng với số mẫu đơn ít hơn.
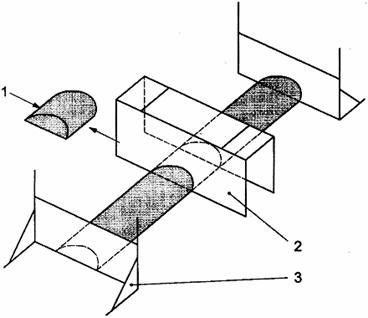
CHÚ DẪN
1) mẫu đơn
2) khung lấy mẫu
3) các tấm chặn đầu
Hình 9 – Phương pháp trộn đều tạo dải và chia cắt mẫu và dụng cụ
8.4 Giảm cỡ hạt
8.4.1 Quy định chung
Phải sử dụng thiết bị cơ giới để giảm cỡ hạt, nhưng cho phép đập theo phương pháp thủ công để phá vỡ vật liệu lớn tới cỡ hạt chấp nhận được cấp liệu tối đa cho giai đoạn nghiền thứ nhất.
Mẫu thử phải được giảm đến cỡ hạt quy định trong phương pháp thử liên quan.
Sản phẩm nghiền phải được kiểm tra định kỳ bằng sàng và xác định kích thước danh nghĩa lớn nhất do từng máy nghiền tạo ra.
8.4.2 Máy nghiền giảm cỡ hạt
Cỡ hạt sản phẩm phụ thuộc vào tốc độ của máy nghiền và thiết kế của máy. Máy nghiền phải được thiết kế sao cho cỡ hạt yêu cầu của mẫu có thể đạt được mà không bị nghiền quá mịn. Phải giảm thiểu hao hụt mẫu hoặc lưu giữ vật liệu từ các mẫu khác nhau có thể nhiễm bẩn mẫu kế tiếp. Phải giảm thiểu hậu quả việc nung nóng mẫu và dòng không khí, đặc biệt khi mẫu được sử dụng để xác định độ ẩm toàn phần, giá trị nhiệt lượng và cho các phép thử cốc.
Không có sự tiếp xúc giữa các bề mặt kim loại của máy nghiền để tránh làm nóng cục bộ mẫu. Không được sử dụng máy nghiền bị kín hoàn toàn, cao tốc (> 20Hz). Cỡ hạt của sản phẩm bị ảnh hưởng bởi độ cứng của than, nhưng phụ thuộc mạnh vào dải tốc độ.
Đối với các phép thử nhất định, có yêu cầu riêng về cỡ hạt và phải chọn kiểu máy nghiền để đảm bảo đạt được cỡ hạt yêu cầu.
Trong quá trình chuẩn bị, để đập than dùng máy đập búa hoặc máy nghiền thanh là phù hợp nhất. Trên thực tế, các mẫu để phân tích chung đều được nghiền lọt qua rây 212 mm bằng cách sử dụng máy đập búa tốc độ cao có lưới.
8.5 Trộn
Về lý thuyết, trộn đều mẫu trước khi phân chia sẽ giảm sai số do chuẩn bị mẫu. Trên thực tế, điều đó không dễ đạt được và có một số phương pháp trộn thủ công, ví dụ việc tạo đống hình côn rồi đổ lại thành đống hình côn, có thể có hiệu quả trái ngược, dẫn đến gia tăng sự phân tầng. Trộn đều cũng có thể gây ra hao hụt độ ẩm.
Có thể sử dụng một phương pháp là đổ mẫu qua máng phân chia (8.3.5.1) hoặc bộ chia mẫu kiểu thùng chứa (xem Hình 6.c) ba lần, hợp nhất các phần sau mỗi lần đổ mẫu qua. Trong quá trình chuẩn bị mẫu nếu sử dụng bộ chia mẫu cơ giới, thì không cần thiết phải có bước trộn đều bổ sung để đáp ứng độ chụm yêu cầu.
CHÚ THÍCH Trộn cơ giới có thể là có lợi trong giai đoạn kết thúc chuẩn bị mẫu thử.
8.6 Sấy khô trong không khí
Quy trình sấy khô trong không khí như sau.
a) Cân toàn bộ mẫu trong thùng chứa trên cân có thể đọc chính xác ít nhất là 0,1%.
b) Dải mẫu thành lớp mỏng độ dày không quá 1,5 lần kích thước danh nghĩa lớn nhất của nhiên liệu trên tấm thép trong phòng ấm, thông gió tốt và để cho mẫu đạt được độ cân bằng với nhiệt độ môi trường xung quanh.
Thời gian để đạt cân bằng đến 40 oC tại các nhiệt độ xung quanh khác nhau được ghi trong Bảng 6. Thông thường, thời gian nêu trong Bảng 6 sẽ là đủ, nhưng nếu cần, có thể sử dụng thời gian sấy lâu hơn, miễn là sự gia tăng được giữ ở mức tối thiểu, đặc biệt đối với nhiên liệu nhạy với sự oxy hóa.
Bảng 6 – Thời gian phù hợp để sấy khô trong không khí
|
Nhiệt độ sấy, oC |
Thời gian sấy, h |
|
20 |
Không nên quá 24 |
|
30 |
Không nên quá 6 |
|
40 |
Không nên quá 4 |
Không được sử dụng nhiệt độ sấy trên 40 oC đối với mẫu dễ bị oxy hóa hoặc nếu mẫu để sử dụng cho các phép thử sau:
a) giá trị nhiệt lượng,
b) tính đóng bánh,
c) tính trương nở,
d) sấy khô trong không khí là một phần của phép xác định độ ẩm toàn phần.
Đối với nhiệt độ sấy cao hơn nhiệt độ xung quanh thông thường, phải sử dụng buồng sấy hoặc lò sấy có thay đổi không khí phù hợp. Nếu thực hiện sấy tại những nhiệt độ như vậy, phải làm nguội mẫu đến khi cân bằng ẩm tại nhiệt độ xung quanh trước khi cân lại. Thời gian làm nguội yêu cầu phụ thuộc vào nhiệt độ sấy. Ví dụ, thông thường 3 h là đủ nếu mẫu đã được sấy tại 40oC. Nếu sự thay đổi về khối lượng mẫu sau 1 h là ít hơn 0,1% khối lượng ban đầu của mẫu thì mẫu coi như đã được sấy khô trong không khí.
Sấy khô và cân thùng chứa. Gom mẫu đã sấy khô trong không khí trong thùng chứa ban đầu rồi cân và tính toán phần trăm hao hụt khối lượng. Tiếp tục chuẩn bị cho các phép thử khác.
Sau khi đã xác định được lượng ẩm của mẫu đã sấy khô như mô tả trong 8.7.2 (than) 8.8.2.3 (cốc), tính độ ẩm toàn phần, MT, biểu thị bằng phần trăm khối lượng, theo phương trình (21):
MT = X + M (21)
trong đó
X là lượng hao hụt khi sấy mẫu, tính bằng phần trăm;
M là độ ẩm xác định như mô tả trong 8.7.2 (than) 8.8.2.3 (cốc), tính bằng phần trăm.
8.7 Than – Chuẩn bị mẫu thử
8.7.1 Loại mẫu thử
Có thể chuẩn bị các loại mẫu thử sau đây.
a) mẫu để xác định độ ẩm toàn phần;
b) mẫu để phân tích chung (tức là không để phân tích độ ẩm toàn phần);
c) mẫu chung cho cả phân tích ẩm toàn phần và phân tích chung;
d) mẫu để phân tích cỡ hạt;
e) mẫu cho các phép thử khác, ví dụ xác định chỉ số nghiền HGI.
Các phương pháp chuẩn bị phụ thuộc vào mục đích lấy mẫu ban đầu.
8.7.2 Chuẩn bị mẫu để xác định độ ẩm toàn phần
Mẫu thử để xác định độ ẩm phải được chuẩn bị đáp ứng yêu cầu của ISO 589, nếu thực hiện sấy khô trong không khí ở bất kỳ giai đoạn chuẩn bị nào, phải ghi lại phần trăm hao hụt khối lượng và đưa vào tính toán độ ẩm toàn phần, như quy định trong ISO 589:2003, 8.2.
CHÚ THÍCH 1 Hạn chế chính của việc chuẩn bị mẫu thử để xác định hàm lượng ẩm là nguyên nhân gây độ chệch do hao hụt ẩm không chủ ý. Lượng hao hụt này phụ thuộc vào các yếu tố như việc làm kín thùng chứa, hàm lượng ẩm của mẫu, điều kiện môi trường, loại than và quy trình giản lược và phân chia đã sử dụng.
Phải thực hiện phòng ngừa để giảm thiểu thay đổi về độ ẩm trong quá trình chuẩn bị và do sử dụng thùng chứa không thích hợp. Trước và trong quá trình chuẩn bị cũng như trong khoảng giữa các bước chuẩn bị bất kỳ, toàn bộ mẫu để xác định độ ẩm phải được giữ trong thùng chứa kín để ở địa điểm mát, có mái che.
Thời gian để chờ quá lâu gây ra độ chệch, phải tăng số lô nhỏ để khắc phục vấn đề này (xem 4.5).
Sử dụng quy trình sấy khô sơ bộ trong không khí phù hợp với quy trình như mô tả trong 8.6 có thể là cần thiết để giảm thiểu hao hụt ẩm trong các giai đoạn giản lược/phân chia tiếp sau. Khi tiến hành giản lược trước khi sấy khô trong không khí của mẫu hoặc mẫu đơn, phải cẩn trọng để giảm thiểu thay đổi độ ẩm. Cuối cùng, mọi khâu phân chia phải thực hiện càng nhanh càng tốt và phải sử dụng bộ phân chia mẫu cơ giới có hạn chế xâm nhập của không khí.
CHÚ THÍCH 2 Đối với than quá ẩm để chảy qua được một thiết bị chia mẫu và đối với loại than này cũng không thể để sấy khô-không khí toàn bộ mẫu, cần thiết phải chia mẫu bằng cách lấy các mẫu đơn từ đống phẳng (8.3.5.2) hoặc trộn tạo dải rồi chia cắt mẫu (8.3.5.3). Sau đó mẫu phân chia này được sấy khô trong không khí.
Mẫu được giữ để xác định độ ẩm, phải cân trước khi bảo quản để có thể xác định các hao hụt ẩm trong quá trình bảo quản.
Nếu than quá ướt, tách nước ra khỏi than trong thùng đựng mẫu, toàn bộ mẫu và thùng chứa phải được sấy khô trong không khí và ghi lại hao hụt khối lượng để tính toán độ ẩm toàn phần.
Nếu cỡ hạt của mẫu quá lớn mà khối lượng nêu trong Bảng 3 (xem 4.4.10) làm cho việc sấy khô trong không khí là không khả thi, thì phải đập và giản lược mẫu trước khi sấy khô trong không khí. Quá trình đập được thực hiện để có cỡ hạt cần thiết tối thiểu cho phép phân chia đến khối lượng phù hợp, nhưng trong mọi trường hợp không được nhỏ hơn 2,8 mm.
Phải thực hiện một cách cẩn thận để giảm thiểu thay đổi ẩm trong quá trình giảm kích thước bằng cách sử dụng thiết bị hoàn toàn kín trong đó không có hiện tượng nóng lên một cách đáng kể và bằng cách giảm đến tối thiểu dòng không khí qua máy đập nghiền.
Quá trình chuẩn bị phải được kiểm tra đối với các độ chệch có liên quan bằng cách sử dụng các quy trình nêu trong ISO 13909-8, bằng cách so sánh với phương pháp sấy khô mẫu không giản lược.
Ví dụ về sơ đồ chuẩn bị mẫu để thực hiện phép thử độ ẩm theo hai giai đoạn được nêu trong Hình 10.
8.7.3 Chuẩn bị mẫu để phân tích chung
Mục đích chuẩn bị mẫu phân tích chung là phải chuẩn bị một mẫu thử lọt qua sàng có kích thước lỗ danh nghĩa là 0,212 mm phù hợp với các yêu cầu của ISO 3310-1. Khối lượng của mẫu thử phụ thuộc vào yêu cầu phân tích, nhưng chủ yếu là từ 60 g đến 300 g.
Chuẩn bị mẫu thông thường được tiến hành trong hai hoặc ba giai đoạn, mỗi giai đoạn gồm sấy khô (nếu cần), giảm kích thước, trộn đều (nếu cần) và phân chia.
Sấy khô trong không khí (xem 8.6) trong mối liên kết với chuẩn bị để phân tích chung chỉ được tiến hành để đảm bảo nhiên liệu có thể chuyển qua thiết bị một cách tự do. Trong quá trình chuẩn bị, hao hụt độ ẩm là không đáng kể và điều quan trọng là không cần thiết phải tính hao hụt khối lượng.
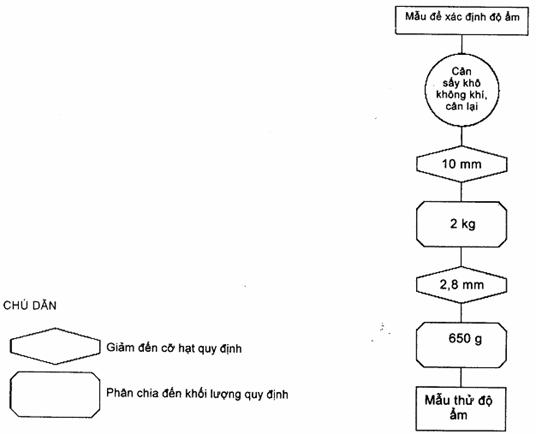
Hình 10 – Ví dụ chuẩn bị mẫu phân tích độ ẩm theo hai giai đoạn.
Sấy khô trong không khí có thể thực hiện tại bất kỳ giai đoạn nào, miễn là không ảnh hưởng đến chất lượng mẫu. Ví dụ, nếu sử dụng mẫu để xác định giá trị nhiệt lượng, tính hóa cốc, tính trương nở, nhiệt độ sấy tối đa phải là 40 oC. Trong giai đoạn chuẩn bị đầu tiên nếu có thể tránh được thì quy trình có thể làm đơn giản.
Giảm cỡ hạt và/hoặc phân chia của mẫu đơn tiến hành tại chỗ phù hợp với các yêu cầu của 8.3 và 8.4 đến kích thước danh nghĩa lớn nhất là 2,8 mm trước khi hợp nhất chúng thành mẫu.
CHÚ THÍCH 1 Nếu than bị ướt, không thể đập quá nhỏ vì có thể gây tắc nghẽn máy chia, máy nghiền, máy cấp liệu, v.v…
Nếu có thể, giảm kích thước than đến kích thước danh nghĩa lớn nhất là 2,8 mm trong giai đoạn đầu để giảm khối lượng mẫu giữ lại cho giai đoạn tiếp theo cũng như để giảm sai số tiềm ẩn do phân chia mẫu.
CHÚ THÍCH 2 Có thể cần phải sử dụng chày hoặc vồ để đập vỡ cục quá cỡ đối với kích thước tối đa của cấp liệu cho máy đập.
Nếu kích thước danh nghĩa lớn nhất ban đầu của than là quá lớn, hoặc nếu than quá ướt, có thể yêu cầu giai đoạn trung gian. Trong trường hợp này, mẫu giữ lại từ giai đoạn đầu phải chuyển qua máy nghiền thứ hai để giảm kích thước danh nghĩa lớn nhất đến 2,8 mm.
Mẫu phải được phân chia bằng dụng cụ chia mẫu phù hợp, đến khối lượng tương ứng với kích thước danh nghĩa lớn nhất phù hợp với Bảng 3 (xem 4.4.10.).
Mẫu được giảm cỡ hạt và phân chia trong một hoặc hai giai đoạn tiếp theo đến kích thước danh nghĩa lớn nhất và khối lượng yêu cầu đối với mẫu phân tích và cuối cùng trộn kỹ.
Có thể sử dụng giản lược theo phương pháp cơ giới hoặc thủ công. Để giản lược cơ giới, yêu cầu phân chia từ 60 g đến 300 g, có kích thước nhỏ hơn 0,212 mm là phù hợp. Để giản lược thủ công, có thể sử dụng máng hoặc phải dải mẫu thành đống phẳng rồi lấy bằng tay không ít hơn 20 mẫu đơn từ các phần khác nhau để có 60 g đến 300 g.
Ví dụ sơ đồ chuẩn bị mẫu phân tích chung nêu trong Hình 11.
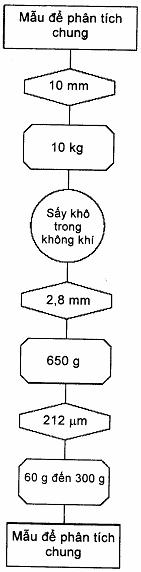
Hình 11 – Ví dụ chuẩn bị mẫu thử phân tích chung
8.7.4 Mẫu chung
Trong một số trường hợp, sẽ tiện hơn nếu lấy mẫu chung cho cả phân tích ẩm và phân tích chung.
Ưu tiên sử dụng bộ chia mẫu cơ giới để lấy mẫu phân tích độ ẩm. Lấy mẫu phân tích độ ẩm có thể tiến hành tại bất kỳ giai đoạn nào của quy trình chuẩn bị phù hợp với yêu cầu của 8.7.2. Trước khi lấy mẫu, mẫu phải xử lý theo 8.7.2 để tránh mọi hao hụt ẩm không chủ ý. Nếu sấy khô trong không khí cần chuẩn bị trước khi lấy, hao hụt khối lượng trong quá trình sấy phải được tính đến, ghi lại và đưa vào tính toán độ ẩm toàn phần như quy định trong TCVN 172 : 2007 (ISO 589:2003), 8.2.
Nếu mẫu chung bị ướt và không thể sấy khô trong không khí toàn bộ mẫu, sử dụng phương pháp thủ công. Lấy mẫu phân tích ẩm bằng cách lấy các mẫu đơn theo phương pháp đổ đống phẳng (8.3.5.2) hoặc phương pháp tạo dải rồi chia cắt (8.3.5.3). Tránh xử lý tiếp mẫu phân tích ẩm trước khi sấy khô trong không khí để giảm rủi ro độ chệch trong xác định độ ẩm. Xử lý tiếp sau khi sấy khô trong không khí phải tiến hành như mô tả trong 8.7.2. Than còn lại sau khi tạo mẫu từ đó để chuẩn bị mẫu phân tích chung và được xử lý như mô tả trong 8.7.3.
Ví dụ các sơ đồ để chuẩn bị các mẫu thử riêng lẻ cho phân tích độ ẩm và cho phân tích chung từ một mẫu chung được nêu trong các Hình 12 và 13. Thỉnh thoảng có thể chuẩn bị một mẫu thử đơn giản cho cả mẫu ẩm lẫn mẫu phân tích chung.
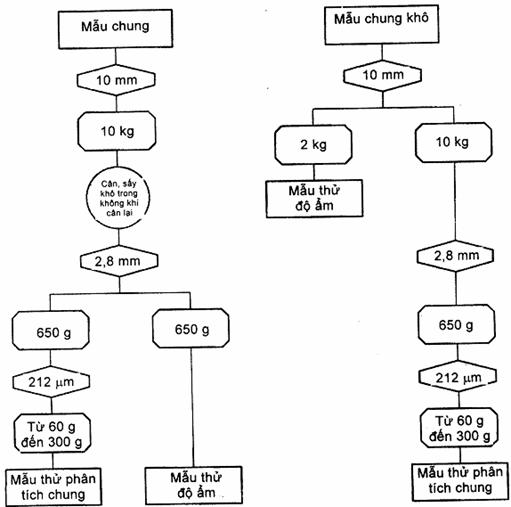
Hình 12 – Ví dụ chuẩn bị mẫu thử từ một mẫu chung để phân tích ẩm và phân tích chung
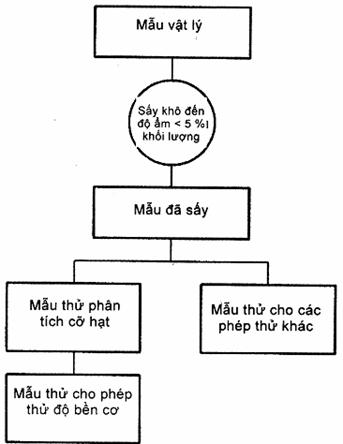
Hình 13 – Ví dụ chuẩn bị mẫu để phân tích cỡ hạt và/hoặc các phép thử khác
Kết quả của việc lấy mẫu là mẫu chung được chia thành hai phần, một để chuẩn bị mẫu phân tích độ ẩm và một để chuẩn bị mẫu thử phân tích chung. Mỗi phần phải đáp ứng các yêu cầu về khối lượng tối thiểu quy định trong Bảng 3 (xem 4.4.10) và việc xử lý tiếp theo của các phần phải phù hợp với 8.7.2 và 8.7.3, tương ứng.
8.7.5 Chuẩn bị mẫu phân tích cỡ hạt
Nếu khối lượng mẫu phân tích lớn hơn gấp hai lần khối lượng ghi trong Bảng 3 (xem 4.4.10) để phù hợp với kích thước danh nghĩa lớn nhất, có thể phân chia đến khối lượng không nhỏ hơn khối lượng ghi trong bảng, miễn là thỏa mãn các yêu cầu về phân chia (xem 8.3). Trong quá trình phân chia phải chú ý tiến hành để tránh vỡ vụn. Ví dụ một sơ đồ chuẩn bị mẫu thử để phân tích cỡ hạt nêu trong Hình 13.
Nếu kích thước danh nghĩa lớn nhất của than lớn hơn một phần ba độ mở cắt mẫu của bộ chia mẫu, vật liệu quá cỡ có thể bị sàng loại bỏ và toàn bộ phần quá cỡ này đưa phân tích cỡ hạt. Than dưới cỡ phải phân chia đến khối lượng không nhỏ hơn khối lượng ghi trong Bảng 3 (xem 4.4.10) đối với kích thước danh nghĩa lớn nhất tương ứng. Sau đó mẫu đã phân chia được đưa phân tích cỡ hạt và các kết quả này kết hợp với kết quả từ việc phân tích than quá cỡ, được cân theo tỷ lệ liên quan trong mẫu ban đầu.
8.7.6 Chuẩn bị mẫu cho các phép thử khác
Phải chuẩn bị mẫu như mô tả trong 8.7.3 hoặc 8.7.4, ngoại trừ kích thước danh nghĩa lớn nhất và khối lượng của mẫu thử trong các phép thử liên quan như đã yêu cầu. Ví dụ sơ đồ chuẩn bị mẫu của các phép thử như vậy nêu trong Hình 13.
8.7.7 Mẫu thử
Nếu mẫu lưu được lấy để kiểm tra trong trường hợp có tranh chấp hoặc trong trường hợp các kết quả của phép thử đầu tiên bị thất lạc hoặc không có giá trị, thì mẫu này phải được lấy cùng thời điểm và được chuẩn bị theo cùng phương pháp như mẫu ban đầu.
Mẫu lưu được phân chia càng nhỏ càng tốt và không phân chia tiếp đến khối lượng tối thiểu bảo đảm việc bảo quản. Không được giản lược tiếp so với kích thước danh nghĩa lớn nhất phù hợp khối lượng nêu trong Bảng 3 (xem 4.4.10 và 4.5).
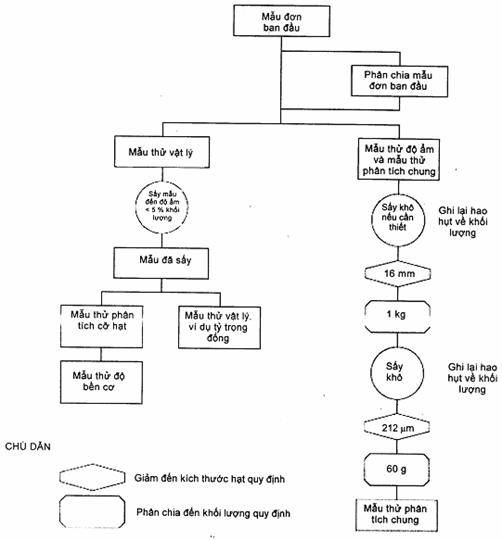
Hình 14 – Lập và chuẩn bị mẫu
8.8 Cốc – Chuẩn bị mẫu thử
8.8.1 Loại mẫu thử
Phương pháp chuẩn bị phụ thuộc vào mục đích lấy mẫu ban đầu. Thường yêu cầu ba loại mẫu là
a) mẫu để xác định độ ẩm toàn phần;
b) mẫu để phân tích chung;
c) mẫu thử vật lý.
Có thể yêu cầu các mẫu phụ để thử các thuộc tính đặc biệt. Khi sử dụng mẫu để xác định các thuộc tính đặc biệt khác, cần phải lập phần mẫu lưu, hoặc trước khi chuẩn bị, hoặc sau một giai đoạn chuẩn bị thích hợp.
Sơ đồ đưa ra cách lựa chọn để tạo và chuẩn bị các loại mẫu thử khác nhau nêu tại Hình 14.
8.8.2 Chuẩn bị mẫu để xác định độ ẩm toàn phần
8.8.2.1 Quy định chung
Mẫu thử để xác định độ ẩm phải được chuẩn bị đáp ứng các yêu cầu của ISO 579 hoặc TCVN 4919 (ISO 687), tương ứng. Nếu phải thực hiện sấy khô trong không khí tại bất kỳ giai đoạn nào thì phải ghi lại phần trăm hao hụt khối lượng và phải đưa vào tính toán độ ẩm toàn phần.
CHÚ THÍCH 1 Hạn chế chính của việc chuẩn bị mẫu thử để xác định hàm lượng ẩm là nguyên nhân gây độ chệch do hao hụt ẩm không chủ ý. Lượng hao hụt này phụ thuộc vào các yếu tố như việc làm kín thùng chứa, hàm lượng ẩm của mẫu, điều kiện môi trường, loại cốc và quy trình giản lược và phân chia đã sử dụng.
Phải chú ý thực hiện để giảm thiểu thay đổi về độ ẩm trong quá trình chuẩn bị và do sử dụng thùng chứa không thích hợp. Trước và trong quá trình chuẩn bị cũng như trong thời gian giữa các bước chuẩn bị mẫu, tất cả các mẫu để xác định độ ẩm phải được giữ trong thùng kín tại nơi mát, có mái che.
Thời gian để chờ quá lâu gây độ chệch, phải tăng số lô nhỏ để khắc phục vấn đề này (xem 4.5).
Sử dụng quy trình sấy khô sơ bộ trong không khí phù hợp với quy trình như mô tả trong 8.6 có thể là cần thiết để giảm thiểu hao hụt ẩm trong các giai đoạn giản lược/phân chia tiếp sau. Khi tiến hành giản lược trước khi sấy khô trong không khí của mẫu hoặc mẫu đơn, phải cẩn trọng để giảm thiểu thay đổi độ ẩm. Cuối cùng, mọi khâu phân chia phải thực hiện càng nhanh càng tốt và phải sử dụng bộ phân chia cơ giới có hạn chế xâm nhập của không khí.
CHÚ THÍCH 2 Đối với cốc quá ẩm để chảy qua một bộ phân chia mẫu và cũng không thể để sấy khô trong không khí toàn bộ mẫu, nên cần thiết phải chia mẫu bằng cách lấy mẫu đơn từ đống phẳng (8.3.5.2) hoặc bằng trộn tạo dải rồi chia cắt mẫu (8.3.5.3). Sau đó mẫu phân chia này được sấy khô trong không khí.
Mẫu được bảo quản để xác định độ ẩm phải cân trước khi lưu giữ cho phép xác định hao hụt ẩm tại chỗ trong quá trình bảo quản.
Nếu cốc quá ướt, nước tách ra từ cốc trong thùng đựng mẫu, toàn bộ mẫu và thùng chứa phải được sấy khô trong không khí và ghi lại hao hụt khối lượng rồi đưa vào trong tính toán độ ẩm toàn phần.
Nếu cỡ hạt của mẫu quá lớn so với khối lượng nêu trong Bảng 3 (xem 4.4.10) khiến cho việc sấy khô trong không khí là không khả thi, thì phải đập và giản lược mẫu trước khi sấy khô trong không khí. Quá trình đập phải được giữ đến cỡ hạt cần thiết tối thiểu cho phép đến khối lượng có thể quản lý được.
Phải thực hiện một cách cẩn thận để giảm thiểu thay đổi ẩm bằng cách sử dụng thiết bị hoàn toàn kín, trong đó không có hiện tượng nóng lên một cách đáng kể và bằng cách giảm đến tối thiểu dòng không khí qua máy đập nghiền.
Quá trình chuẩn bị phải được kiểm tra đối với các độ chệch có liên quan, sử dụng các quy trình nêu trong ISO 13909-8, bằng cách so sánh với phương pháp sấy khô mẫu không giản lược.
8.8.2.2 Quy trình
Quy trình để chuẩn bị 1kg mẫu để xác định độ ẩm toàn phần nêu trong sơ đồ Hình 14.
Trong trường hợp cốc hạt nhỏ, kích thước danh nghĩa lớn nhất là 20 mm hoặc nhỏ hơn chỉ yêu cầu quá trình phân chia mẫu mô tả trong 8.8.2.1.
Phải chú ý thực hiện để ngăn ngừa hao hụt ẩm trong quá trình thao tác, phải tiến hành trong không gian kín, có mái che và không có gió lùa.
Thời gian tổng cộng thực hiện đập và phân chia cốc phải không vượt quá 15 min; do đó, đập cốc nhanh và bằng cơ giới. Ngoài ra, khối lượng mẫu đập một lúc không vượt quá 70 kg.
Mẫu nhìn thấy ướt và độ ẩm vượt quá 15% thì phải được sấy sơ bộ trước khi giản lược và phân chia (xem 8.6).
8.8.2.3 Giảm kích thước và phân chia mẫu thử độ ẩm
Mẫu đơn ban đầu hoặc mẫu đơn ban đầu đã phân chia phải được cấp qua máy đập hàm để giảm kích thước danh nghĩa lớn nhất đến 16 mm. Thời gian để đập 50 kg mẫu không được vượt quá 5 min. Quá trình được tính thời gian để đảm bảo không bị vượt quá qui định.
Phải chú ý thực hiện chống hao hụt độ ẩm do thông gió quá mức hoặc hao hụt mẫu do tạo bụi.
Khởi đầu với khối lượng nêu trong Bảng 3 (xem 4.4.10), phải sử dụng bộ phân chia cơ giới loại hình côn hoặc thùng chứa (xem Hình 6.b và 6.c) để phân chia đến khối lượng còn lại là 1 kg.
Có thể lắp đặt bộ phân chia sao cho sản phẩm máy đập hàm được tháo trực tiếp vào thùng cấp liệu của bộ chia sao cho việc giảm kích thước và phân chia có thể là một quá trình đồng thời. Phải chú ý thực hiện chống thông gió quá mức.
Để phân chia mẫu thủ công, có thể sử dụng quy trình trộn tạo dải rồi chia cắt (8.3.5.3), quy trình đổ đống phẳng (8.3.5.2) hoặc một máng kín.
Mẫu 1 kg như mô tả trong 8.8.2 phải được chuyển đến phòng thí nghiệm trong thùng chứa kín. Để xác định độ ẩm phải sử dụng một phương pháp quy định trong ISO 579 hoặc TCVN 4919 (ISO 687).
Nếu cần có một mẫu thứ hai làm mẫu lưu hoặc mẫu kiểm tra, phải lấy đồng thời mẫu lặp là 1 kg hoặc bằng cách thay đổi quy trình phân chia hoặc bằng cách lấy các mẫu đơn xen kẽ khi tiến hành phân chia thủ công.
8.8.3 Chuẩn bị mẫu để xác định độ ẩm toàn phần
8.8.3.1 Quy định chung
Quy trình chuẩn bị 60 g mẫu thử để phân tích chung được nêu trong sơ đồ Hình 14. Vật liệu sử dụng có thể là 1 kg mẫu cốc đã được sấy trong xác định độ ẩm toàn phần (xem 8.8.2). Cách khác, một mẫu riêng biệt 1 kg có thể được chuẩn bị như mô tả trong 8.8.1 rồi sấy khô.
Đối với một số phương pháp giảm đến cỡ hạt nhỏ hơn 212 mm, có thể cần giảm cỡ hạt cốc từ nhỏ hơn 16 mm đến cỡ hạt trung gian, ví dụ nhỏ hơn 4 mm.
1 kg mẫu phải được giản lược đến cỡ lọt qua rây 212 mm bằng phương tiện bất kỳ thích hợp nào đó như đập trong máy đập trục thép crôm. Phải đập cốc liên tiếp. Trục phải có khả năng đập đến cỡ hạt nhỏ hơn 212 mm không gây nhiễm bẩn.
Cách khác, có thể giảm cỡ hạt của cốc bằng cách sử dụng máy nghiền bị hành trình kín hoặc máy nghiền rung. Vật liệu tiếp xúc với cốc phải có độ cứng sao đó để không gây nhiễm bẩn mẫu do mài mòn.
Có thể sử dụng phân chia mẫu cơ giới hoặc thủ công, tùy theo cách đã thực hiện. Để phân chia cơ giới yêu cầu bộ phân chia để có được 60 g cốc, cỡ hạt nhỏ hơn 212 mm. Để phân chia thủ công, có thể sử dụng máng hoặc mẫu phải rải ra rồi lấy thủ công 60 g tạo thành từ không nhỏ hơn 20 mẫu đơn lấy từ các phần khác nhau của đống bằng cách sử dụng một đoạn nhỏ trong kỹ thuật mô tả ở 8.3.5.2.
Mẫu phải được trộn đều và ưu tiên tiến hành trộn bằng dụng cụ cơ giới, như máy trộn. Sau khi trộn, phải đặt mẫu trong túi kín khí để bảo quản. Lọ thủy tinh có nắp vặn là phù hợp.
8.8.3.2 Sai số do chuẩn bị mẫu
Quá trình chuẩn bị mẫu, bao gồm hai hoạt động khác biệt là giảm cỡ hạt và phân chia, có thể dẫn đến các sai số do nhiễm bẩn, phân tầng và hao hụt bụi.
Sai số nhiễm bẩn phát sinh từ chất mài mòn của cốc có khuynh hướng mài mòn thép mềm, gang đúc, sứ và, tác động chà xát của hầu hết bề mặt sử dụng trong thiết bị nghiền. Sai số độ tro có thể lên đến 3 % nếu giảm cỡ hạt mẫu đã làm khô đến nhỏ hơn 212 mm bằng cách chà xát của bề mặt gang đúc.
Sự nhiễm bẩn do có sự xuất hiện oxit sắt trong tro do ôxit sắt tách ra từ bề mặt của máy nghiền làm bằng sắt, có thể hàm lượng phospho cũng sẽ tăng lên nếu sử dụng máy nghiền có bề mặt nghiền làm bằng gang đúc.
Có thể không loại trừ hết được sai số nhiễm bẩn, nhưng có thể giảm được đến tỷ lệ không đáng kể nếu sử dụng phương pháp và thiết bị đã khuyến nghị. Các phương pháp giảm cỡ hạt khác với phương pháp đã khuyến nghị như chà xát lên bề mặt kim loại là không phù hợp và không được sử dụng.
Nếu thiết bị cũng được sử dụng cho các mẫu khác thì dùng một ít mẫu dư để xúc rửa nhằm loại bỏ các chất nhựa đường hoặc có hàm lượng photpho cao.
Sai số phân tầng sinh ra từ bản chất không đồng nhất của cốc và bởi vì khó trộn đều cốc trong mẫu có dải cỡ hạt rộng. Vì vậy phải trộn cốc thật kỹ để thu được một mẫu đại diện.
Sai số phân tầng tăng với cả hai hàm lượng tro trong cốc và cỡ hạt thực hiện phân chia.
Nếu cỡ hạt được giảm đến nhỏ hơn 212 mm, cỡ hạt yêu cầu để phân tích chung trước khi phân chia thì có thể giảm sai số đến không đáng kể đối với cốc có hàm lượng tro cao.
8.8.4 Mẫu thử nghiệm vật lý
Có thể sử dụng mẫu thử nghiệm vật lý để xác định cỡ hạt, các đặc tính vật lý hoặc cả hai. Điều cơ bản là quy trình lấy mẫu và chuẩn bị mẫu phải giảm thiểu sự vỡ vụn.
Mẫu có thể được phân chia đến khối lượng không nhỏ hơn khối lượng ghi trong Bảng 3 (xem 4.4.10).
8.8.5 Mẫu cho thử nghiệm các đặc tính đặc biệt
Mẫu yêu cầu cho các phép thử đặc biệt phải được lấy từ giai đoạn thích hợp trong quá trình chuẩn bị và được chuẩn bị đến kích thước và khối lượng quy định trong các phương pháp thử liên quan.
Một số phép thử có thể yêu cầu trong nội dung này là chỉ số vỡ (ISO 616), độ bền cơ TCVN 5226 (ISO 556), phép thử khả năng phản ứng (ISO 18894), tỷ trọng TCVN 5227 (ISO 567) và TCVN 5228 (ISO 1013) và phân bố cỡ hạt TCVN 5225 (ISO 728) và TCVN 5224 (ISO 2325).
Các yêu cầu đến cỡ hạt, cỡ mẫu và các yếu tố khác trong tiêu chuẩn này phải được tính đến trong việc chuẩn bị mẫu thử nếu tiêu chuẩn đó được viện dẫn trong thỏa thuận lấy mẫu.
8.8.6 Mẫu lưu
Nếu mẫu lưu được lấy để kiểm tra trong trường hợp có tranh chấp hoặc trong trường hợp các kết quả của phép thử đầu tiên bị thất lạc hoặc không có giá trị, thì mẫu này phải được lấy cùng thời điểm và được chuẩn bị theo cùng phương pháp như mẫu ban đầu.
9. Bao gói, ghi nhãn mẫu và báo cáo quá trình lấy mẫu
Mẫu phải được gói trong bao không hấp thụ, kín khí và được làm kín hoàn toàn. Tất cả các mẫu phải được ghi nhãn để chỉ có một cách nhận biết chúng.
Báo cáo hoàn thiện và cuối cùng hoặc chứng chỉ, phải nêu đầy đủ ký hiệu, tất cả các thông tin có liên quan về lấy mẫu, chuẩn bị mẫu và phân bố mẫu.
Mọi sai lệch so với phương pháp đã mô tả và nguyên nhân những sai lệch đó phải được thông báo trong báo cáo cũng như bất kỳ những điều bất thường quan sát được trong quá trình lấy mẫu.
Thông tin liên quan đến báo cáo lấy mẫu phải được gắn vào mẫu, hoặc phải có sẵn cho người phụ trách chuẩn bị, phân tích và thử mẫu kế theo.
Các thông tin sau đây được nêu trên nhãn hoặc tài liệu kèm theo trong báo cáo hoặc chứng chỉ lấy mẫu.
a) tên đề, ví dụ “Báo cáo lấy mẫu”, “Chuẩn bị mẫu” và “Phân phối mẫu” (chỉ với báo cáo/chứng chỉ);
b) tên và địa chỉ của khách hàng (chỉ với báo cáo/chứng chỉ);
c) loại, cấp và kích thước danh nghĩa lớn nhất của nhiên liệu và tên lô (nhận biết về tàu thuyền hoặc tàu hỏa, v.v…);
d) phương pháp lấy mẫu có tham khảo các phần tương ứng của tiêu chuẩn này và viện dẫn tiêu chuẩn này [ví dụ lấy mẫu theo TCVN 1693 (ISO 18283)];
e) khối lượng lô và số lô nhỏ;
f) khối lượng nhiên liệu mẫu đã đại diện, và số lô hoặc lô nhỏ;
g) số mẫu, lô và lô nhỏ;
h) địa điểm, ngày và thời gian lấy mẫu;
i) địa điểm, ngày và thời gian chuẩn bị mẫu;
j) tên của người lấy mẫu;
k) loại mẫu và sử dụng dự kiến của mẫu, ví dụ mẫu chung, mẫu phân tích độ ẩm, v.v…
l) khối lượng cuối cùng của mẫu và kích thước danh nghĩa lớn nhất khi lấy, trước khi chuẩn bị mẫu;
m) mô tả mẫu và số mẫu thử, ví dụ mẫu thử để phân tích chung, mẫu thử để phân tích độ ẩm, v.v…
n) thời tiết và các điều kiện khác có thể ảnh hưởng đến kết quả;
o) mọi thông tin liên quan khác, ví dụ tỷ lệ phần trăm hao hụt do sấy khô trong không khí của mẫu ẩm, sự làm kín các mẫu, v.v…
p) sự sắp xếp mẫu thử và thời gian tối thiểu bảo quản mẫu trọng tài và mẫu lưu (chỉ với báo cáo/chứng chỉ).
Phụ lục A
(tham khảo)
Ví dụ tính toán độ chụm, khối lượng của các mẫu đơn, số lượng lô nhỏ và số mẫu đơn trên lô nhỏ
A.1 Lời giới thiệu
Sơ đồ lấy mẫu phải được lập trước khi lấy mẫu để nhận được khối lượng mẫu tối thiểu qui định, tùy theo kích thước danh nghĩa lớn nhất của nhiên liệu và độ chụm yêu cầu của các kết quả.
Trong tính toán, sử dụng các thông số sau đây:
PLĐộ chụm chung của việc lấy mẫu của lô (đặc trưng độ chụm lô thông qua chỉ tiêu kỹ thuật các kết quả cần đạt được);
PSLĐộ chụm lấy mẫu lô nhỏ tại độ tin cậy 95 % biểu thị bằng phần trăm giá trị tuyệt đối;
VI Phương sai mẫu đơn ban đầu (phương sai của thông số phân tích trong nhiên liệu do cỡ mẫu đơn phụ thuộc vào khối lượng mẫu đơn, kích thước lớn nhất của nhiên liệu, v.v…; giá trị này như một số đo độ biến đổi của nhiên liệu liên quan đến điều kiện lấy mẫu)
VPT Phương sai chuẩn bị và thử nghiệm (phương sai của các thông số phân tích do chuẩn bị mẫu và thử nghiệm)
N số lô nhỏ (để đạt độ chụm yêu cầu của lô có thể cần chia tách toàn bộ lô thành một số lô nhỏ và lấy mẫu rồi phân tích riêng các mẫu này);
N số mẫu đơn trong lô nhỏ.
Phương trình chính để tính toán độ chụm lấy mẫu, PL,phương trình (4) (xem 4.4.3), phương trình (12) (xem 4.4.8.2) được sử dụng để tính số mẫu đơn ban đầu yêu cầu, n.
(4)
(12)
Tùy thuộc vào độ chụm đã chọn, có thể tính toán số lô nhỏ và số mẫu đơn ban đầu nếu cho trước giá trị của phương sai các mẫu đơn ban đầu (hoặc bằng cách xác định, bằng kinh nghiệm hoặc bằng giả định ban đầu).
Nếu việc tính toán số mẫu đơn cho một giá trị âm hoặc không xác định thì tốt nhất là tăng số lô nhỏ. Nói cách khác, chuẩn bị và thử nghiệm mẫu phải được thực hiện với độ chụm cao hơn để giảm phương sai của việc chuẩn bị và thử nghiệm mẫu, VPT, mà thông thường là khó đạt hơn. Nếu tính toán cuối cùng ra số mẫu đơn ban đầu là ít hơn 10 thì lấy n bằng 10.
A.2 Ví dụ
Trong Bảng A.1 nêu ra kết quả tính toán sự khác nhau đối với sơ đồ lấy mẫu khác nhau. Trước khi bắt đầu các tính toán này, cần lập các thông số sau:
– kích thước danh nghĩa lớn nhất của nhiên liệu được lấy mẫu;
– cỡ lô;
– độ chụm chung, PL, yêu cầu cho toàn bộ lô;
– phương sai chuẩn bị và thử nghiệm, VPT;
– phương sai mẫu đơn ban đầu, Vl.
Chỉ dẫn cho mỗi hàng trong Bảng A.1:
a) hàng “a” quy định số lô nhỏ;
b) hàng “b” tính toán cỡ lô nhỏ nêu ra cỡ lô và số lô nhỏ quy định;
c) hàng “c” quy định khối lượng mẫu đơn chuẩn trên cơ sở Bảng 2 (xem 4.4.9);
d) hàng “d” sử dụng phương trình (12) tính số mẫu đơn ban đầu cần thiết lấy từ mỗi lô nhỏ đối với phương sai mẫu đơn ban đầu của 5 và 10 để đạt được độ chụm chung yêu cầu;
e) hàng “e” quy định khối lượng tối thiểu của mẫu để phân tích chung;
f) hàng “f” tính toán khối lượng mẫu lô nhỏ bằng cách nhân khối lượng mẫu chuẩn đơn với số mẫu đơn ban đầu.
Trong Bảng A.1, các tính toán với Vl = 5 và Vl = 10 được tính với một số lô nhỏ khác nhau. Số trong ngoặc chỉ ra sự không phù hợp với tiêu chuẩn này, trong trường hợp này là khối lượng mẫu của các lô nhỏ.
Bảng A.1 – Tính toán phương sai cho các sơ đồ lấy mẫu khác nhau của than tuyển và than không tuyển
|
Hàng |
Tham khảo |
Mô tả |
Kết quả đối với các điều kiện quy định |
||||||||
|
Than tuyển (Vl=5) |
Than không tuyển (Vl=10) |
||||||||||
|
a |
– |
số lô nhỏ |
2 |
4 |
5 |
10 |
2 |
4 |
5 |
6 |
10 |
|
b |
– |
cỡ lô nhỏ |
10 000 |
5 000 |
4 000 |
2 000 |
10 000 |
5 000 |
4 000 |
3 000 |
2 000 |
|
c |
Bảng 2 |
khối lượng mẫu đơn chuẩn, kg |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
d |
Phương trình 12 |
số mẫu đơn ban đầu |
167 |
45 |
33 |
14 |
333 |
91 |
67 |
53 |
29 |
|
e |
Bảng 3 |
khối lượng tối thiểu của mẫu để phân tích chung |
170 |
170 |
170 |
170 |
170 |
170 |
170 |
170 |
170 |
|
f |
Hàng c nhân với hàng d |
Khối lượng mẫu lô nhỏ, kg. với VI = 10 |
501 |
(135) |
(99) |
(42) |
999 |
273 |
201 |
(159) |
(87) |
| a kích thước danh nghĩa lớn nhất, 50 mm, độ chụm chung của lô PL = 0,4%; cỡ lô 20 000 tấn, phương sai chuẩn bị và thử nghiệm VPT= 0,05. | |||||||||||
A.3 Giải thích
Bảng A.1 nêu rõ sự xem xét là cần thiết với mẫu nhiên liệu có độ biến đổi cao với độ chụm cao, đặc biệt khi số mẫu lô là nhỏ. Do vậy, có thể sự xem xét sẽ có lợi khi tăng số lô nhỏ.
Tuy nhiên, điều quan trọng là phải đảm bảo khối lượng mẫu lô nhỏ đáp ứng các yêu cầu khối lượng tối thiểu nêu trong Bảng 3. Trong trường hợp than tuyển (VI = 5), điều này không đạt được khi lô bị chia thành 5 hoặc nhiều lô nhỏ.
Trong trường hợp than chưa qua tuyển (VI = 10), khối lượng mẫu tối thiểu không đạt được khi lô bị chia thành 6 hoặc nhiều lô nhỏ.
Trong các trường hợp này, tăng khối lượng của các mẫu đơn ban đầu lên trên khối lượng chuẩn quy định trong Bảng 2 để đạt được khối lượng mẫu tối thiểu.
Trong cả hai trường hợp, chỉ có thể phân lô thành vài lô nhỏ, nhưng trong các trường hợp như vậy khối lượng mẫu có thể trở nên rất lớn. Ví dụ, xem trường hợp than chưa qua tuyển (VI = 10), khi lô bị chia thành hai lô nhỏ, như vậy sẽ nhận được khối lượng mẫu khoảng 1 000 kg.
Phụ lục B
(tham khảo)
Phương pháp lấy mẫu nhiên liệu có kích cỡ lớn và lấy mẫu nhiên liệu từ lô tĩnh
B.1 Quy định chung
Việc lấy mẫu từ các lô tĩnh không thu được các mẫu thử mang tính đại diện. Khi phân tích, các mẫu này chỉ cho các kết quả thử mang tính định tính; vì vậy, sử dụng phương pháp này không phù hợp với tiêu chuẩn này.
B.2 Nhiên liệu có kích cỡ lớn
Khi nhiên liệu gồm các cục lớn hơn 150 mm sau khi lấy mẫu theo tiêu chuẩn này, khối lượng của vật liệu lớn hơn 150 mm có trong mẫu có thể được coi như một mẫu riêng lẻ. Tỷ lệ theo khối lượng của vật liệu lớn hơn 150 mm trong nhiên liệu phải nhận được từ phép phân tích cỡ hạt thực hiện tại 150 mm. Cỡ hạt khác có thể chọn trên cơ sở nhiên liệu hoặc theo yêu cầu.
Nếu cần, dùng máy đập búa để đập từng mẫu phụ rồi phân chia riêng lẻ và phù hợp hơn là thử riêng lẻ. Cách khác, các mẫu phụ có thể trộn sau khi phân chia và chuẩn bị đến kích thước trên đồng đều theo tỷ lệ khối lượng trên và dưới 150 mm thành một mẫu.
B.3 Lấy mẫu từ lô tĩnh
B.3.1 Quy định chung
Cần phải lấy mẫu lô tĩnh. Đó là trạng thái tĩnh khi nhiên liệu không được xử lý.
Mục đích của việc lấy mẫu này có thể theo chỉ dẫn về các thông số nhất định của lô tĩnh. Chỉ được lấy mẫu từ bề mặt của lô tĩnh.
B.3.2 Lấy mẫu đơn
Việc lấy mẫu đơn phải do người được đào tạo và có kinh nghiệm thực hiện. Phải sử dụng các thiết bị phù hợp (xem Điều 6).
Các mẫu đơn phải được lấy từ một thao tác, không để vật liệu quá đầy hoặc tràn khỏi dụng cụ lấy mẫu.
Khi lấy các mẫu đơn, phải giả định là bề mặt vật liệu phải đủ bền chắc chịu được trọng lượng của người và thiết bị một cách an toàn.
Lấy mẫu đơn tại khoảng cách càng đều càng tốt trên bề mặt đống. Nhiên liệu tại lớp trên cùng của đống luôn luôn khác nhau nhất là về chất lượng, do lộ thiên, phân tầng và các nguyên nhân khác. Điều quan trọng phải lưu ý là sự phân tầng trong quá trình chất/dỡ tải dẫn đến tích tụ các cục lớn ở đáy đống. Cần phải tính đến điều này khi tiến hành đánh giá phân bố cỡ hạt.
Chia bề mặt đống thành một số ô vuông bằng cách sử dụng hệ thống đường kẻ ô ảo. Số ô vuông phụ thuộc vào kích thước bề mặt. Các mẫu đơn được lấy từ các ô, lấy từ vị trí bất kỳ trong phạm vi ô tương ứng (xem 5.9).
Khi lấy các mẫu đơn ống xiên/mũi khoan thủ công hoặc xẻng có thể cắm vuông góc với bề mặt của nhiên liệu sau khi lớp mặt nhiên liệu bị gạt bỏ. Các cục lớn của nhiên liệu không bị cố ý gạt sang bên khi lấy mẫu đơn và không để phần mẫu đơn nào bị hao hụt trong quá trình rút xẻng khỏi bề mặt. Bởi vì khó cắm nên ống xiên/mũi khoan chỉ được sử dụng đối với nhiên liệu có cỡ hạt đến 25 mm. Toàn bộ cột nhiên liệu phải được lấy để mẫu đơn được lấy là đại diện.
Việc thoát nước và phun nước phải được tính đến khi lấy mẫu từ trên bề mặt đống.
B.3.3 Bảo quản mẫu
Mẫu đơn phải được đặt càng nhanh càng tốt vào thùng chứa kim loại hoặc không thấm nước có nắp kín khít, và phải đậy kín ngay sau khi đặt. Thùng mẫu phải được bảo vệ tránh ánh nắng trực tiếp và mưa trong suốt quá trình lấy mẫu. Mẫu phải được bảo quản ở vị trí mát, tốt nhất là tại nhiệt độ không cao hơn khi lấy mẫu.
Đối với mẫu khi hàm lượng ẩm là không quan trọng, ví dụ để xác định hàm lượng tro. Có thể giữ mẫu đơn trong túi mẫu, nhưng chúng phải được bảo vệ khỏi nhiễm bẩn hoặc hao hụt.
Nhãn phải mô tả rõ ràng và đầy đủ về mẫu được gắn vào thùng chứa mẫu.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 2230 : 2007 (ISO 565 : 1990) Sàng thử nghiệm – Lưới kim loại đan, tấm kim loại đột lỗ và lưới kim loại đột lỗ bằng điện – Kích thước lỗ danh nghĩa). [2] TCVN 5225 : 2007 (ISO 728 : 1995) Cốc (kích thước danh nghĩa lớn nhất lớn hơn 20 mm) – Phân tích cỡ hạt bằng sàng. [3] TCVN 5224 (ISO 2325) Cốc – Phân tích cỡ hạt (kích thước danh nghĩa lớn nhất lớn hơn 20 mm hoặc nhỏ hơn). [4] TCVN 5226 (ISO 556) Cốc (kích thước lớn hơn 20 mm) – Xác định độ bền cơ. [5] TCVN 5227 : 2007 (ISO 567 : 1995) Cốc – Xác định tỷ khối trong thùng chứa nhỏ. [6] TCVN 5228 : 2007 (ISO 1013 : 1995) Cốc – Xác định tỷ khối trong thùng chứa lớn. [7] ISO 616 Coke – Determination of shatter indices (Cốc – Xác định chỉ số đập vỡ). [8] ISO 3534-1 Statistics – Vocabulary and symbols – Part 1: General statistical terms and terms used in probability (Thống kê – Thuật ngữ và ký hiệu – Phần 1: Thuật ngữ thống kê chung và thuật ngữ sử dụng trong xác suất). [9] ISO 5069 (all parts) Brown coals and lignites – Principles of sampling (Than nâu và lignhit – Nguyên tắc lấy mẫu). [10] ISO 13909-1 Hard coal and coke – Mechanical sampling – Part 1: General introduction (Than đá và cốc – Lấy mẫu cơ giới – Phần 1: Giới thiệu chung). [11] ISO 13909-2 Hard coal and coke – Mechanical sampling – Part 2: Coal – Sampling from moving streams (Than đá và cốc – Lấy mẫu cơ giới – Phần 2: Than – Lấy mẫu từ dòng di chuyển). [12] ISO 13909-3 Hard coal and coke – Mechanical sampling – Part 3: Coal – Sampling from stationary lots (Than đá và cốc – Lấy mẫu cơ giới – Phần 3: Than – Lấy mẫu từ lô tĩnh). [13] ISO 13909-4 Hard coal and coke – Mechanical sampling – Part 4: Coal – Preparation of test samples (Than đá và cốc – Lấy mẫu cơ giới – Phần 4: Than – Chuẩn bị mẫu thử). [14] ISO 13909-5 Hard coal and coke – Mechanical sampling – Part 5: Coke – Sampling from moving streams (Than đá và cốc – Lấy mẫu cơ giới – Phần 5: Cốc – Lấy mẫu từ dòng di chuyển). [15] ISO 13909-6 Hard coal and coke – Mechanical sampling – Part 6: Coke – Preparation of test samples (Than đá và cốc – Lấy mẫu cơ giới – Phần 6: Cốc – Chuẩn bị mẫu thử). [16] ISO 14180 Solid mineral fuels – Guidelines on the sampling of coal seams (Nhiên liệu khoáng rắn – Hướng dẫn lấy mẫu dòng than). [17] ISO 18894 Coke – Determination of coke reactivity indices (CPI) and coke strength after reaction (CSR) [Cốc – Xác định độ phản ứng cốc (CPI) và độ bên cốc sau phản ứng (CSR)].
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Lập sơ đồ lấy mẫu
5 Phương pháp lấy mẫu
6 Dụng cụ lấy mẫu
7 Xử lý và bảo quản mẫu
8 Chuẩn bị mẫu
9 Bao gói, ghi nhãn mẫu và báo cáo quá trình lấy mẫu
Phụ lục A (tham khảo) Ví dụ tính toán độ chụm, khối lượng của các mẫu đơn, số lượng lô nhỏ và số mẫu đơn của lô nhỏ
Phụ lục B (tham khảo) Phương pháp lấy mẫu nhiên liệu có kích cỡ lớn và lấy mẫu nhiên liệu từ lô tĩnh